Как выбрать покрытие водонагревателя нержавейка или стеклокерамика
Эмалированные баки
Стальные баки, которые имеют защитное покрытие — это самый многочисленный класс среди приборов этого типа. Чтобы понять, какое покрытие лучше, сделаем небольшой экскурс в историю водонагревателей.
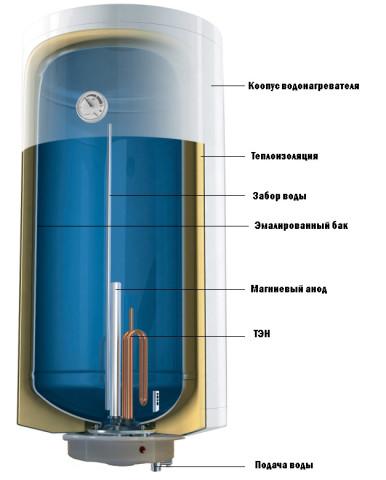 Устройство водонагревателя с эмалированным баком
Устройство водонагревателя с эмалированным баком
Изначально внутреннее покрытие баков представляло собой обычную эмаль. Точно такую же наносили на стальные и чугунные ванны и раковины. Эксплуатация водонагревателей с этим покрытием выявила его серьезный недостаток – под воздействием циклических температурных нагрузок эмаль довольно быстро растрескивалась.
Анализ ситуации выявил, какой фактор оказывает наиболее сильное влияние на срок службы эмали – величина теплового расширения защитного слоя значительно отличалась от значения температурного коэффициента стали. Для выравнивания этих показателей в защитный состав начали вводить титановый порошок.
Впоследствии эмаль трансформировали в совершенно новый материал – стеклофарфор. Такое покрытие может лучше выдерживать температурные деформации, намного прочнее и эластичнее. К тому же вода в баке со стеклофарфоровым покрытием дольше остается свежей и чистой, а стенки емкости лучше противостоят появлению накипи.
Технологически изготовление бака включает в себя две стадии – изготовление емкости из стального листа при помощи сварного соединения и дальнейшее покрытие внутренней поверхности стеклофарфором с последующим обжигом при температуре до 900°С.
Сам стеклофарфор изначально представляет собой порошкообразное вещество. От того, какой способ нанесения порошка предусмотрен технологией изготовления, напрямую зависит срок службы бойлера. Мелкие компании, как правило, используют жидкое нанесение стеклофарфора. Для этого порошок смешивают с жидким веществом и распыляют на внутренней поверхности бака, затем его подвешивают и после полного высыхания отправляют в печь на обжиг.
Помните, мы говорили о том, какое значение имеет имидж компании-производителя и как это влияет на качество продукции? Наверняка, некоторые из вас иронично улыбнулись, прочитав эти строки. И совсем напрасно, ведь ведущие мировые производители наносят стеклофарфоровое покрытие только сухим способом, при помощи электростатического напыления. Заряженные частицы порошка лучше притягиваются к баку благодаря разноименным зарядам и равномерным слоем распределяются по поверхности. В результате толщина стеклофарфорового покрытия отличается не более чем на микроны.
При «мокром» же способе эмаль частично стекает по стенкам, что способствует утончению покрытия в верхней части емкости. А ведь верх бака больше всего подвержен коррозии, так как именно там присутствует воздушная прослойка, которая в сочетании с водой является наиболее агрессивной средой.
Чтобы ответить, какое покрытие бака лучше, обязательно надо упомянуть и о новейших разработках в области защитных материалов. Современные стеклофарфоровые покрытия способны не только противостоять коррозии. Мелкодисперсные эмали с добавлением серебра насыщают воду ионами этого металла, что препятствует размножению бактерий и увеличивает период между профилактическими мероприятиями.
белила титановые МА25
В торговлю в большом объеме поступают белила титановые
МА25, готовые к применению (ТУ 6101368—78). Белила предназначаются для
окраски деревянных поверхностей. Перед применением белила при необходимости
разводят скипидаром или разбавителем для масляных красок, лаков и эмалей. При
первичной окраске их наносят в 2—3 слоя, при окраске по старым покрытиям — в
1—2 слоя. Продолжительность высыхания белил — 24 ч. Белила обладают хорошей укрывистостью,
образуют покрытия чистобелого оттенка. Расход белил при двухслойном покрытии
— 120—150 г/м2.
Масляные краски содержат большое количество пищевых
растительных масел и в то же время по своим качественным показателям
значительно уступают эмалям. Поэтому в настоящее время активно ведутся работы
по замене масляных красок на материалы менее маслоемкие и более высокого
качества.
Кроме масляных красок, выпускаемых по государственным
стандартам, производится ряд материалов на основе олиф и лаков по
республиканским и областным стандартам. К их числу относятся краски на основе
композиционных олиф (ТУ 205 РСФСР 11.611—84), маслянокаучуковых олиф (ТУ 205
РСФСР 11514—83), олифы «Изойль» (ТУ 205 РСФСР 11.640—85), а также
масляноканифольных лаков КФ237 (ТУ 205 РСФСР 11.479—82) и др.
Эти краски, изготавливаемые из некондиционного
растительного масла и его заменителей, имеют невысокие декоративные и
эксплуатационные характеристики, поэтому в ближайшие годы значительная часть
этих материалов должна быть снята с производства.
Эмали. Если в настоящее время можно четко выявить
тенденцию сокращения выпуска масляных красок, то для эмалей характерна другая
картина: резкое увеличение выпуска этих материалов и расширение их
ассортимента. Это обусловлено тем, что эмалевые покрытия характеризуются
высокими прочностными и декоративными свойствами. Эмали наносят кистью или
валиком на сухую, тщательно очищенную от пыли, старой отслоившейся краски и жировых загрязнений
поверхность. При новой окраске деревянные поверхности рекомендуется
загрунтовать и наносить эмаль в 2 слоя. При повторной окраске в зависимости
от состояния поверхности наносят 1 или 2 слоя. Все эмали для внутренних работ
высыхают в течение суток. При необходимости эмали разбавляют растворителями,
указанными на этикетке. Для ускорения высыхания можно добавить до 2—3%
сиккатива.
Лаки и краски в вашем доме
Титановая эмаль
Титановые эмали, обладающие чрезвычайно высокой степенью заглушенности, наиболее пригодны для одноразового покрытия посудных изделий.
Титановые эмали, однако, имеют ряд недостатков: чувствительность к режиму плавки, склонность к окрашиванию, недостаточная химическая устойчивость для ряда изделий, а также нестабильность белого цвета покрытий при длительной выдержке изделий в печи или переобжиге в производственных условиях; последнее связано с действием красящих окислов и переходом ТЮ2 из ана-тазной в рутильную форму.
Титановая эмаль № 148 дала белое покрытие, ровное и блестящее.
Титановые эмали очень чувствительны к хромсодержащим загрязнениям из сырьевых материалов или из печной атмосферы, особенно при одновременном присутствии сульфатов. При местных загрязнениях хромом ( например, окалиной с жаростойкой оснастки обжиговых печей) может измениться окраска даже у эмалей, шлушенных анатазом. Для предотвращения изменений окраски рекомендуется помимо недопущения местных перегревов хромсодержащих конструкций печей периодическое удаление окалины с оснастки.
Титановые эмали нашли наиболее широкое применение в качестве белых эмалей для посуды и других изделий домашнего обихода, что объясняется весьма сильной заглушенностью их.
|
Химический состав белых титановых эмалей ( в вес. %. |
Титановые эмали обычно плохо растекаются по поверхности; после того как в процессе обжига наступает глушение покрытия, растекание титановой эмали практически прекращается.
Титановые эмали обычно плохо растекаются по поверхности; после того как в процессе обжига наступило глушение покрытия, растекание титановой эмали практически прекращается.
Слабозаглушенные кислотоустойчивые титановые эмали и щелочеустойчивые фритты обычно обладают хорошим сопротивлением воздействию моющих средств, тогда как некислотоустойчивые эмали и покрытия на основе АЬОз / ВгОз / РгОб слабоустойчивы к ним.
Титановую эмаль лучше обжигать ниже 850, иначе покрытие приобретает желтоватый оттенок ( стр. Поэтому при обжиге титановой эмали для каждого вида деталей нужно подобрать оптимальный режим, которого необходимо строго придерживаться. Продолжительность обжига в камерных печах зависит от общего веса одновременно загружаемых деталей. Для одной садки она составляет в среднем 2 — 4 мин. При обжиге в конвейерных печах для каждого типа деталей опытным путем подбирают оптимальную скорость конвейера.
Шликер титановой эмали ( Наносится на окисленную лицевую сторону заготовки. Покрытые шликером заготовки сушатся на стеллажах при комнатной температуре в течение 2 — 4 час. Обжиг изделий производится при температуре 890 — 900 в течение 2 мин. Операции нанесения эмали, сушки и обжига выполняются два раза, а затем изделия поступают в отдел технического контроля.
Фритты титановых эмалей получаются прозрачными. Несмотря на то что анатаз по сравнению с рутилом имеет меньший показатель преломления, эмали, в которых он является глушащей фазой, отличаются большей белизной. Это в основном обусловлено тем, что рутил легко воспринимает в кристаллическую решетку различные окрашивающие загрязнения, в первую очередь окислы хрома, образуя с ними сильно окрашенные соединения типа пигментов. Анатаз таких соединений не образует.
Состав титановых эмалей оказывает чрезвычайно большое влияние на их глушение. Щелочные окислы повышают растворимость ТЮ2 и препятствуют ее кристаллизации. В простых силикатах натрия двуокись титана начинает выделяться в качестве первичной кристаллической фазы в том случае, когда содержание ТЮ2 превышает молярное содержание Na2O в расплаве. Введение в состав эмали алюминия, бора, фосфора понижает растворимость двуокиси титана, и она начинает выкристаллизовываться уже при меньшем содержании в расплаве.
Недостатком титановых эмалей применительно к деталям сборных изделий является нестабильность цветового оттенка, которая при соблюдении ряда условий может быть значительно уменьшена.
Шликер титановой эмали наносится на окисленную лицевую сторону заготовки. Обжиг изделий производится при температуре 890 — 900 С в течение 2 мин. Операции нанесения эмали, сушки и обжига выполняются два раза, а затем изделия поступают в отдел технического контроля.
Баки с титановым покрытием
Водонагреватели с баком, покрытым этим легким и химически устойчивым металлом – это самый малочисленный класс устройств. Электростатическое нанесение титанового покрытия способствует высокой прочности и коррозионной устойчивости защитного слоя. Не подвергается сомнениям и его механическая стойкость. Высокая адгезия и прочность титана позволяет баку лучше работать в широком диапазоне температурных деформаций без опасности отслоения и растрескивания защитного покрытия.
Слабым местом емкостей, покрытых титановым порошком, являются сварные стыки. Чаще всего коррозия проявляется именно в этих местах, а стоят водонагреватели с таким типом бака очень дорого.