Как правильно обжимать наконечники для проводов
Содержание:
Выбор способа изготовления наконечников
При выборе метода изготовления изделий, производители придерживаются таких правил:
- Для мелкосерийного производства можно использовать метод холодной штамповки.
- Для серийного изготовления — литье в кокиль.
- Для крупносерийного производства, применяется штамповка из медных трубок. В этом случае, расход металла минимальный, а использование автоматических линий позволяет сделать процесс изготовления достаточно быстрым.
Технология изготовления наконечников штамповкой из листа
Несмотря на трудоемкость изготовления детали, и достаточно большой отход металла, такое производство наконечника кабельного достаточно распространенное.
Оптимальный вариант технологии получения детали состоит в следующем:
- Подготавливается медный лист толщиной 2 мм.
- Резка листа на полосы. Их ширина зависит от способа штамповки и размеров наконечника. При этом к оптимальным размерам детали прибавляются припуски для вырубки детали на штампе. Процесс может выполняться несколькими способами:
- Лазерной резкой, как на фото.
 Лазерная резка металла
Лазерная резка металла
- Резкой металла роликами.
 Порезка металлического листа роликами
Порезка металлического листа роликами
- Рубка на гильотине. Это наиболее распространенный способ.
 Рубка листового металла на полосы
Рубка листового металла на полосы
Далее полоса поступает на участок штамповки. Где на комбинированном штампе вырубается наконечник по контуру и пробивается отверстие.
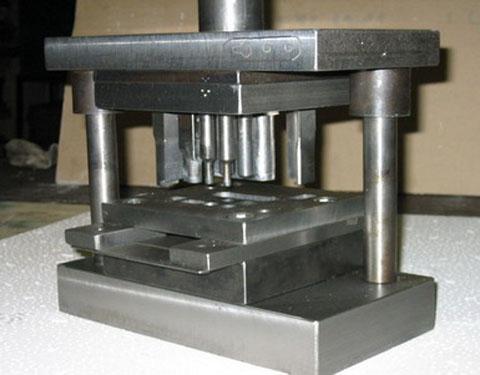 Совмещенный штамп для вырубки по контуру и пробивки отверстия
Совмещенный штамп для вырубки по контуру и пробивки отверстия
В гибочном штампе формируется поверхность контакта детали с проводами.
 Подгибка рабочей части наконечника
Подгибка рабочей части наконечника
Обжимка рабочей части получения готовой детали.
 Наконечники после холодной штамповки
Наконечники после холодной штамповки
Штамповка из трубок
 Станок для производства кабельных наконечников
Станок для производства кабельных наконечников
Если компания выпускает большое количество одинаковых деталей, устанавливается комплексное автоматизированное оборудование.
При этом в него входят штампы для:
- Формовки концевой части наконечника.
- Пробивки отверстия.
- Отрезки готовых деталей.
Изготовление наконечников кабельных в небольших объемах, можно выполнять по такой технологии:
- Порезка проката на мерные заготовки для удобства работы, примерно длиной по 2,5 – 3 метра.
- Резка заготовок для изготовления двух деталей.
- Сплющивание концов заготовок.
- Пробивка отверстий.
- Разрезка деталей.
Литье и ковка наконечников
Кабельный силовой наконечник отличается от обычных деталей большими размерами. Для их штамповки понадобится изготовление крупногабаритных штампов, устанавливаемых на пресс с большими усилиями. Поэтому лучший выход – использование ковки или литья в кокиль.
Инструкция по ковке деталей:
Отрезается круглый пруток нужной длины, с учетом удобной работы с заготовкой клещами.
 Станок для резки прутка
Станок для резки прутка
- Заготовки поступают в печь, нагретую до определенной температуры, выдерживается нужный промежуток времени. Температура и время зависят от размеров заготовки и материала.
- Раскаленная деталь вытаскивается щипцами из печи, и поступает на наковальню пресса. При небольших партиях, детали можно обрабатывать на жестком столе молотком вручную.
- Подготовленная заготовка остывает.
- Сверлится отверстие в ушке детали.
- Высверливается внутренняя полость в наконечнике для кабеля.
Как правильно изготовить наконечник кабельный медный любым способом, подробно показывает видео.
Каким бы методом не изготавливался наконечник кабеля — главное, чтобы после опрессовки им концов проводов, соединение было надежным и прочным.
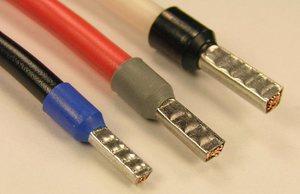
Типы и виды
Медным же изделиям свойственно окисляться, что при недостаточно плотном обжиме может привести к увеличению сопротивления на контакте и, как следствие, вызывать местный нагрев. Как правило, такие оконечники устанавливаются на концы кабелей с медными жилами или с их помощью сращиваются жилы тех же проводников для удлинения.
Редакторы сайта рекомендуют ознакомиться с обзором сетевых фильтров для дома и офиса.
Маркировка
Промышленность выпускает множество наконечников различных по конструкции и не только из металлов, но и их сплавов. Для придания им дополнительных свойств, изготавливают их и лужёными. Чтобы проще было их купить, различать и применять по назначению, установлена система маркировки посредством буквенных и цифровых символов:
- А – материал гильзы алюминиевый;
- Л – из латуни, этот символ может означать и то, что наконечник лужёный;
- М, медное изделие;
- Т – втулка изготовлена из металла трубчатого сечения;
- У – этот соединитель выполнен в форме угла.
 Кроме того, в буквенных обозначениях встречается и символ О, что означает наличие в наконечнике смотрового окна, позволяющего убедиться в правильном размещении жилы во втулке. Так, сочетание символов ТМЛ (О) указывает на трубчатую медь лужёную с проверочным окошком. Другие примеры обозначений наконечников:
Кроме того, в буквенных обозначениях встречается и символ О, что означает наличие в наконечнике смотрового окна, позволяющего убедиться в правильном размещении жилы во втулке. Так, сочетание символов ТМЛ (О) указывает на трубчатую медь лужёную с проверочным окошком. Другие примеры обозначений наконечников:
- ТА – трубчатый соединитель из алюминия;
- ТМД – трубчатый медный двойной;
- изолированные наконечники НШВИ – штыревой втулочный, НКИ – кольцевой, НКБ – кабельный геофизический.
Цифровые символы заключают в себе информацию о присоединительных размерах металлоизделий: площадь сечения и диаметры стержня, обеспечивающего контакт и гильзы (внутренний). Издаются специальные таблицы и каталоги, облегчающие поиск подходящих к установке кабельных соединителей.
Трудности самостоятельной установки
Даже имея на руках чертеж расположения лопастных свай в плане и бригаду помощников, частному застройщику не всегда удается правильно выполнить работы, что нередко приводит к значительным осадкам сооружения и быстрому разрушению фундамента. Происходит это по причине несоблюдения технологии или в результате попытки дополнительного уменьшения материальных затрат на возведение фундамента.
Следует отметить, что винтовые сваи уже удешевляют строительство, сокращая время на устройство подземной части. К тому же, отпадает необходимость в выполнении большого объема земляных работ и не требуется заказывать крупную спецтехнику, так как глубокий котлован рыть не нужно, а сваи ввинчиваются вручную при помощи 3-4 человек. Так стоит ли ухудшать несущую способность фундамента дополнительной экономией?

Прежде всего, не стоит самостоятельно наваривать лопасти на наконечник, даже если имеется детальный чертеж сваи, выполненный специалистами. Необходимо помнить, что промышленные изделия всегда будут иметь более надежные сварные швы, не говоря о том, что литые наконечники в кустарных условиях сделать просто невозможно. Следует осознавать, что если при ввинчивании самодельной сваи с нее сорвется лопасть, то претензии предъявлять будет некому. Но настоящей проблемой окажется ситуация, когда надломленный элемент отколется в период эксплуатации. В этом случае существенной осадки строения избежать не удастся.
Еще одна немаловажная проблема возникает при использовании дешевых б/у труб в качестве основы для лопастных свай. Дело в том, что на их поверхности наверняка найдутся следы коррозии, удалить которые не удастся при всем желании. Любая обработка защитными составами не оправдает надежд, так как при ввинчивании трубы в грунт проблемные участки вновь оголятся, и металл продолжит коррозировать.
Следующей ошибкой мастеров-любителей является игнорирование заливки полости ввинченной сваи бетоном. В результате подобной экономии на ее внутренней поверхности появится ржавчина, которая через небольшой промежуток времени приведет к разрушению трубы, находящейся под постоянной нагрузкой.
Чтобы фундамент стал надежной опорой дома, при монтаже лопастных свай следует использовать качественные изделия, придерживаться правильной центровки при ввинчивании трубы и соблюдать технологию работ.
Почему именно опрессовка
Пайка многожильного провода не самая простая операция, ведь необходимо оголить все жилы, убедиться, что они чистые с точки зрения контакта и только после этого приступать к пайке. Любая жила в многожильном проводе имеет изоляцию, и это часто создаёт затруднения в работе по установлению надежного контакта.
Как раз опрессовка наконечников кабеля решает все эти задачи, ведь при помощи механического усилия (сжатия) не только разрушается изоляция отдельных жил, но и создаётся прочное соединение всего кабеля для лучшего контакта.
Здесь как раз возникает момент, как выбрать гильзы для опрессовки проводов правильно, ведь они изготавливаются из разных материалов и имеют очень точно прописанные характеристики токов.
Проблема в том, что размер этих гильз невелик, и маркировка непонятна для тех, кто не является специалистом. Но перед этим давайте определим разницу между гильзой и наконечником для опрессовки кабелей.
Ещё одним моментом, которого нет даже в маркировке, является момент затягивания гильзы или наконечника при обжиме. А они совершенно разные для разных типов наконечников, таких как:
- кольцевые (НКИ).
- вилочные (НВИ).
- штыревые круглые (НШКИ).
- плоские (штекерные) разъёмы (РПИ-П, РПИ-М, РШИ-П, РШИ-М и др.).
- ответвители прокалывающего типа (ОВ).
Здесь необходимо вернуться к инструменту, которым обеспечивается опрессовка проводов, ведь на каждом инструменте указаны размеры при стандартной форме губок, а само усилие точно отмеряется диаметрами. Так что, если не ошиблись с диаметром, чрезмерного усилия приложить не сможете.
И, несмотря на то, что наконечники для проводов под опрессовку разные, при одинаковом диаметре и усилие, и стандарт инструмента будут одни и те же. Жаль, что этот параметр на маркировке не отражается. Видимо потому, что обычно такую работу делают профессионалы, а не домашние электрики.
Но как раз стандарты и позволяют домашним электрикам запасти универсальные обжимные клещи и без особых проблем заниматься опрессовкой наконечников кабеля в своих целях. Освоить эту процедуру довольно просто, а технологически она одинакова для обжима коннектора RG-45 и наконечника для трёхфазного автомата.
При опрессовке многожильного кабеля без специальных смазок не обойтись. Поэтому используйте гильзы и наконечники, которые уже имеют такую смазку внутри. В любом случае это одноразовая операция. Снять деталь, чтобы переставить в другое место не получится.
В итоге вы, освоив установку гильз и наконечников, получите возможность быстро восстановить нужное соединение, без проблем осуществить ремонт, а также соединение, которое, по сути, в ремонте не будет нуждаться много лет.
Общая информация
 По мере того как человек создавал новые виды техники, появлялись и новые типы соединения кабелей различного назначения, мощности и проводимости. Для того чтобы осуществить подключение техники в соответствии с действующими требованиями и нормативами, необходимо особым образом подготовить контакты ведущих жил. Для этого нужно правильно обжать их наконечники. Именно для этого и были созданы специальные клещи для обжима.
По мере того как человек создавал новые виды техники, появлялись и новые типы соединения кабелей различного назначения, мощности и проводимости. Для того чтобы осуществить подключение техники в соответствии с действующими требованиями и нормативами, необходимо особым образом подготовить контакты ведущих жил. Для этого нужно правильно обжать их наконечники. Именно для этого и были созданы специальные клещи для обжима.
Это один из незаменимых инструментов, который обязательно имеется в арсенале многих радиолюбителей, автомехаников и электриков. С помощью таких клещей можно выполнять опрессовку контактов не только обычных кабелей, но и специфических коннекторов для нестандартных разъемов. Несмотря на то, что за последние годы ассортимент инструментов для проведения электротехнических работ заметно расширился, клещи для опрессовки наконечников всё ещё остаются одними из самых востребованных инструментов для выполнения подобной операции. Этому в немалой степени способствует низкая себестоимость их производства, доступность и высокая эффективность.
Такие клещи имеют довольно простую конструкцию, благодаря которой можно, даже не обладая специальными электротехническими знаниями, выполнить опрессовку наконечников. Подобный пресс является весьма надежным устройством, с помощью которого можно довольно качественно выполнить обжим кабелей. Это гарантирует крепкую связь между всеми проводниками и непосредственно соединительной конструкцией.
На сегодняшний день в продаже представлено достаточно большое количество моделей обжимного инструмента, которые могут отличаться не только функциональными возможностями, но и стоимостью. Последняя может зависеть от нескольких факторов:
- производителя пресса;
- типа конструкции;
- качества и материала конечной продукции.
Необходимые инструменты

Опрессовка осуществляется специальным инструментом, который позволяет создать необходимое усилие. Пользуются популярностью следующие инструменты:
- пресс-клещи для опрессовки модификаций ПК2 и ПК2М. Применяются для оконцевания жил с сечением до 10 кв. мм;
- инструмент марки ПК1 и ПК1М является более мощным вариантом ручных клещей;
- гидравлические клещи позволяют выполнить опрессовку провода до 10 кв. мм;
- в промышленном производстве используется ручной пресс. Он подходит для проводов до 240 кв. мм;
- гидравлический пресс с электроприводом применяется для кабеля до 300 кв. мм.
Пресс-клещи с шарнирами усиливают нажим инструмента, что позволяет облегчить процесс ручного обжима. Особым удобством отличаются приспособления с храповым механизмом. Они предотвращают разжимание инструмента до завершения процедуры.
Когда выбор наконечников сделан, переходят к подбору необходимого обжимного инструмента. Одним из видов профессиональных инструментов являются ручные пресс-клещи, или кримперы. Они предназначены для работ по обжимке кабелей и проводов.
Виды пресс-клещей
Ручной обжимник используется для опрессовки неизолированных наконечников кабеля, контактных разъемов, клемм и контактных гильз разного размера. Если у ручного обжимника есть специальные лезвия (обычно они располагаются в месте крепления ручек), то этот инструмент можно применять еще и для разрезания кабелей и проводов.
Электропассатижи – это многофункциональный инструмент для профессионального использования. Им можно выполнить практически любые работы с проводами. В основном электропассатижи применяется для резки и снятия изоляции с проводов, но также ими можно обжимать неизолированные и изолированные наконечники кабелей.
Кримпер – это инструмент для обжима наконечников проводов, для обжима витой пары, коннекторов. Он имеет две длинные рукоятки (подвижной может быть одна или обе) и массивную рабочую часть в виде металлических губок, в которых предусмотрены отверстия для кабелей.
При сведении рукоятей смыкаются губки, и методом силового вдавливания осуществляется обжим кабельного соединителя. У некоторых моделей на рабочей части есть лезвие, что упрощает работы – для отрезания кабеля не требуется дополнительного инструмента.
Как выбрать пресс-клещи
Как выбрать пресс-клещи:
- Диапазон опрессовки. Эта характеристика показывает максимальные и минимальные сечения кабелей, которые ручные пресс-клещи способны опрессовать. Если предстоит работать с кабелями небольших сечений, то стоит выбрать пресс-клещи с диапазоном от 0,5 до 6 мм2, а для толстых кабелей нужно приобретать инструмент с диапазоном 10 — 25 мм2.
- Изоляция ручек. Обычно ручки пресс-клещей изготавливаются из пластика, но у некоторых моделей кримперов есть специальные прорезиненные вставки. Резина не проводит электрический ток, поэтому если кабель, с которым работают ручными пресс-клещами, окажется под напряжением, человеку не будет грозить опасность поражения током.
Способы крепления
Закрепление проводников в наконечниках является ответственным моментом при электротехнических работах, от качества выполнения работы зависит надёжность и безопасность кабельных соединений. Чтобы закрепить провод или жилу кабеля в соединительном устройстве используют в основном 4 способа:
- Обсаживание или опрессовка.
- Болтовое (винтовое) соединение. В этом случае зажим предварительно очищенного от изоляции проводника в гильзе производится затягиванием болтика.
- Метод сварки металлов.
- Припаивание проводников с помощью паяльника.
Опрессовка
Технология соединения проводника с наконечником довольно проста: оконечность жилы зачищается от изоляционного покрытия и вводится во втулку кабельного соединителя. После этого изделие обжимается с помощью ручного или механизированного пресса в зависимости от требуемого усилия и диаметра провода
Важно правильно установить диаметр отверстия на инструменте, иначе можно повредить соединяемые изделия, особенно это касается наконечников НШВИ
 Чтобы гарантированно получить прочное и надёжное соединение, необходимо подобрать инструмент, соответствующий характеристикам соединяемых элементов: сечение кабельной жилы и втулки оконечника. Выпускаемые промышленностью прессы можно купить в электротоварах. Они бывают разных конструкций и могут использоваться в определённых диапазонах в зависимости от характеристик обсаживаемых соединителей. Наиболее распространённые инструменты для опрессовки:
Чтобы гарантированно получить прочное и надёжное соединение, необходимо подобрать инструмент, соответствующий характеристикам соединяемых элементов: сечение кабельной жилы и втулки оконечника. Выпускаемые промышленностью прессы можно купить в электротоварах. Они бывают разных конструкций и могут использоваться в определённых диапазонах в зависимости от характеристик обсаживаемых соединителей. Наиболее распространённые инструменты для опрессовки:
В быту используется облегчённый вариант ручного инструмента в виде пресс-клещей. При подборе наконечника, в том числе и НШВИ, для определённого кабельного провода необходимо смотреть на соответствие диаметра соединителя и вставляемого в него проводника.
Виды наконечников
Прежде, чем рассматривать процесс изготовления изделий, необходимо познакомиться с их видами. От этого зависит технология их производства.
По материалу наконечники классифицируются:
- Медные.
- Алюминиевые.
- Из комбинированного материала, в составе которого алюминиевая трубка и медная лопаточка.
По способу монтажа изделия бывают под:
- Опрессовку.
- Пайку.
- Болты для универсальных наконечников.
- Сварку любым способом.
Способы изготовления наконечников:
| Способ изготовления | Особенности |
|
|
При этом способе, штампы для вырубки контура детали имеют довольно сложную конструкцию, а процесс сопровождается большим количеством отходов металла.
Помимо этого в конструкции детали, при таком способе изготовления, не обеспечивается абсолютная параллельность поверхностей контакта, она имеет вид «корыта», и плоскость контакта получается минимальной. Самое слабое звено детали – ее шейка, размер которой должен быть равен сечению провода, что требуется для обеспечения прочности и необходимой электропроводности элемента. Из-за этого увеличивается сечение части наконечника, сворачиваемой в трубку, что ведет к перерасходу материала до 1,5 раз. |
|
Ковка наконечников |
Для наконечников больших размеров – литье в специальной матрице или ковка. Таким изделиям требуется для изготовления большее количество цветного металла. В этом случае, часть его уходит на угар от нагрева и последующую механическую обработку поверхностей контакта.
Литье часто сопровождается образованием раковин, из-за чего увеличивается процент брака, для ковки требуется изготовление достаточно дорогих штампов. Цена таких изделий получается достаточно высокой. |
|
|
Из медных трубок. Такие конструкции наиболее приемлемые, и имеют перед остальными некоторые преимущества:
|
 Штамповка наконечников из листовой меди толщиной 2 мм
Штамповка наконечников из листовой меди толщиной 2 мм Штамповка наконечников из медных трубок
Штамповка наконечников из медных трубокКонструкция наконечника
Наконечник состоит из двух частей:
- Токопроводящая трубка, которая изготавливается из луженой электролитической меди.
- Изолированный фланец из полиамида.
Для их изготовления используют специальную медь. Именно такое соединение позволяет при зажиме не повредить сам проводник в местах винтового крепления. НШВИ производятся сечением от 0,25 до 150 мм. Материал, из которого они изготавливаются, подвергается гальваническому лужению.
Размеры НШВИ и НШВИ-2, а также их цветовая маркировка предоставлены в таблицах:

Наконечники НШВИ бывают двух видов: одинарные и двойные. Преимущество двойной конструкции заключается в возможности обжать два многожильных провода. Например, их можно применять вместо проволочной перемычки в качестве подачи питания на автоматический выключатель. Такие наконечники применяются для двух проводов, входящих в одно гнездо электроприбора.

Отличие одинарных от двойных наконечников заключается в виде пластикового фланца. Для одинарных предназначен один провод, а для двойных – два, поэтому у них более расширенный фланец.

На видео ниже наглядно показывается, что собой представляют наконечники для проводов и как ими правильно пользоваться:
Варианты исполнения
Самих наконечников для опрессовки в продаже достаточно много. Выбор конкретного их вида зависит от целей дальнейшего монтажа проводки и всегда является первым этапом в осуществлении процесса опрессовки:
- если предстоит их последующий зажим в контактных колодках либо автоматических выключателях – применяются наконечники штыревые втулочные, которые в свою очередь могут быть как изолированными, так и неизолированными;
- при необходимости крепления проводки под винт-гайку используют специальные U, O и J оконцеватели, которые в последующем зажимаются тем же винтом к контактной площадке;
- ну и большой класс – это быстросъемные соединения типа «папа-мама».

Размеры соединителей














