Многообразие фрез по дереву
Содержание:
Конструкция инструментов
Каждый из типов фрез по металлу для дрели, описанных выше, отличается особенностями конструктивного исполнения. Большим разнообразием с этой точки зрения обладают фрезы концевого типа, однако инструменты других категорий тоже выпускаются с режущими зубьями различной формы и конструкции.
Режущие зубья
Это основные элементы конструкции фрезы по металлу, за счет характеристик которых и обеспечивается ее способность выполнять обработку металлических изделий. По конфигурации режущих зубьев фрезы могут быть остроконечными и затылованными. Фрезы, зубья которых сформированы плоскими передней и задней поверхностями (остроконечные), имеют один большой недостаток: их переточка выполняется по задней поверхности, что приводит к изменению геометрических параметров зуба. По этой причине фрезы с остроконечными зубьями не могут часто подвергаться такой процедуре.

Слева фрезы с крупными зубьями для грубой обработки мягких металлов. Справа фрезы с мелкой насечкой для тонкого снятия заусенцев с твердых металлических поверхностей
У фрез затылованного типа плоской является только передняя поверхность режущих зубьев, по которой и выполняется переточка. Благодаря такой конструктивной особенности фрезы данного типа можно перетачивать неоднократно, не переживая за то, что их геометрические параметры изменятся в процессе выполнения такой процедуры.
Цельные и сборные инструменты
Фрезы по металлу, используемые для комплектации электрической дрели, могут производиться в цельном или сборном варианте. В первом случае их делают из одной металлической заготовки. Соответственно, их тело и режущая часть выполнены из стали одной марки. Такой подход к изготовлению фрез позволяет снизить их себестоимость, но отражается на их эксплуатационных характеристиках.

На стержни этих фрез можно закрепить шаровидные или сферические головки
Тело сборной фрезы выполняется из недорогих марок стали, а в качестве режущих элементов используются твердосплавные пластины, которые фиксируются на корпусе при помощи пайки. Несмотря на то, что стоимость сборных фрез выше, чем цельных, их приобретение является оправданным шагом во многих ситуациях, так как они отличаются более длительным эксплуатационным сроком и позволяют выполнять обработку с более высокой производительностью и точностью.
Работа ручным фрезером по дереву
Работа ручным фрезером по дереву
Для качественного и быстрого изготовления изделий из дерева применяется ручной фрезер, большой выбор фрезров можно найти практически в любом магазине электроустройств. В бытовых условиях чаще всего используют погружной фрезер. С помощью него работа с фрезой по дереву не представляется чем-то сложным и выполнить даже сложнейшие фигурные операции может любой человек с минимальным опытом.
Какие работы выполняет ручной погружной фрезер по дереву?
1. Фрезерование углублений, выемок, пазов. Могут быть различной формы и размера, быть открытыми или закрытыми. Как правило, подобный элемент используется для соединения частей изделия, соединение может быть разръемным и неразъемным, либо выполняет декоративную функцию.
2. Фрезерование кромок. Подобная обработка дерева фрезером часто используется для декоративного оформления изделия, обработка придает дереву обтекаемую фигурную форму. Пример такой работы можно увидеть на плинтусе или карнизе, на дверном наличнике.
3. Сложные контуры. Обработка дерева ручным фрезером позволяет создавать сложные фигуры, фактически вы ограничены лишь своей фантазией. Сейчас сложно встретить мебель, в которой бы не использовались худодественные элементы для придания элегантности и приятного глазу внешнего вида. Такую работу проще всего выполнить, имея под рукой необходимый шаблон, фигурную направляющую, которая проведет ваш фрезер вдоль сложного контура. Именно такие приспособления используются при мелкосерийном изготовлении мебели.
4. Специальные элементы. Такими элементами являются отверстия под замки или петли. Вы легко можете вырезать нужно отверстие в домашних условиях, если предварительно поинтересуетесь размером и глубиной, с которыми должна быть выполена работа.
Как видите, вся работа по дереву укладывается в комбинацию из простых операций. Но сложность работы не ограничивается только вашим умением, также многое зависит и от используемого вами оборудования. При покупке фрезера убедитесь, насколько он позволяет регулировать глубину фрезеровки и скорость вращения, оснащен ли системой плавного пуска и быстрого останова, нелишней будет система блокировки шпинделя для быстрой смены фрез.
В завершение прикладываю видео с подробным обучением работы с фрезером на английском языке:
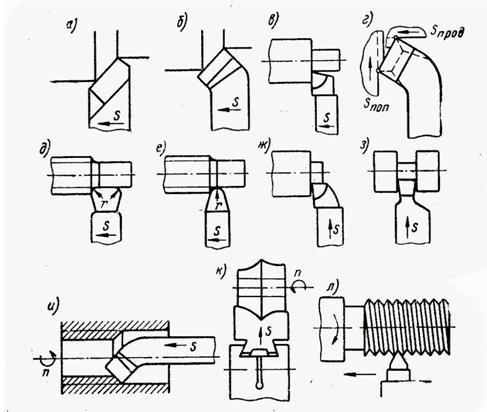
Точение Виды точения 1. Продольное, 2. Поперечное а радиальное, б тангенциальное
Продольное
точение—
Принципиальной
особенностью работы автомата продольного
точения является
то, что в процессе продольной обточки
обрабатываемому материалу одновременно
сообщаются вращательное (главное) и
поступательное вдоль оси (движение
подачи) движения.
Пруток,
зажатый в цанге шпинделя, перемещается
вместе со шпиндельной бабкой. Резцы
могут перемещаться только в направлении,
перпендикулярном оси материала.
Возникающие при резании радиальные
усилия воспринимаются люнетом,
расположенным на люнетной стойке в
непосредственной близости от режущих
кромок инструмента. Это обстоятельство
создает благоприятные условия для
процесса резания, устраняя прогибы и
вибрации.
Достоинствами
токарных станков-автоматов продольного
точения являются:
-
высокая
точность и низкая шероховатость
поверхности обрабатываемых деталей; -
возможность
получения простыми призматическими
резцами конических и фасонных
поверхностей; -
возможность
применения фасонных и специальных
резцов для образования галтелей и
поднутрений; -
низкая
трудоемкость изготовления благодаря
возможности многостаночного обслуживания.
Точение
— процесс обработки древесины резанием,
при котором из заготовки
получается тело вращения по заранее
заданному профилю . При
точении срезается винтовая или спиральная
непрерывная стружка.
В
настоящее время, в основном, применяют
следующие приемы точения:
1.
Осевое точение, при котором вершина
режущего лезвия резца находится на
уровне зажимов, а резец во время точения
перемещается вдоль оси
вращения детали.
Принципиальная
схема осевого точения древесины с
указанием основных
геометрических параметров и описанная
в работе представлена
на рис. 1.
2.
Тангенциальное точение с продольной
подачей резца, когда часть режущего
лезвия, формирующая поверхность
обработки, перемещается параллельно
оси вращения детали в плоскости,
касательной к контуру
окружности детали; с поперечной подачей,
при которой режущее
лезвие расположено параллельно или под
углом к оси вращения
детали и перемещается в направлении,
перпендикулярном оси
вращения детали в плоскости, касательной
к контуру окружности детали.
3.
Радиальное точение, при котором режущее
лезвие резца находится на
уровне оси зажимов, и резец перемещается
по радиальному направлению.
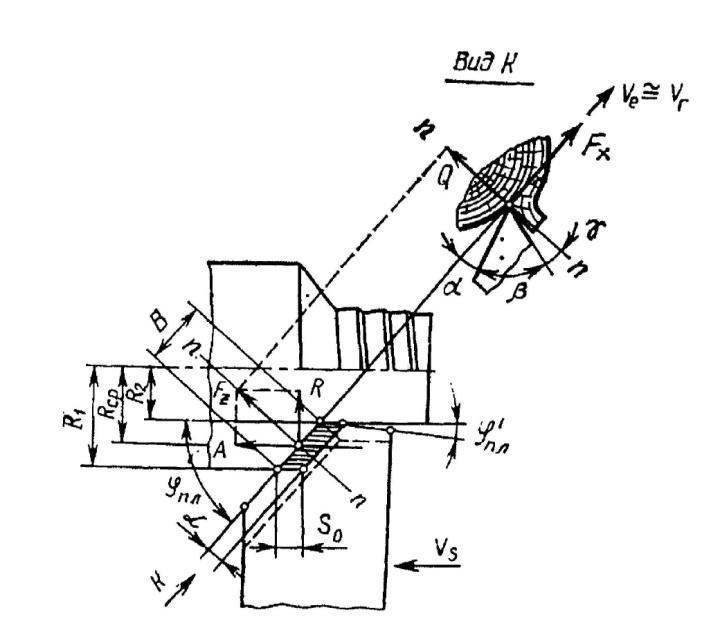
Рис.
1. Принципиальная схема осевого точения
древесины
В
процессе точения древесины обрабатываемое
изделие и режущий инструмент
перемещаются друг относительно друга,
причем резец срезает часть древесины
(стружку) определенного размера и формы.
Для
того чтобы удалить с поверхности изделия
слой древесины, необходимы одновременно
два движения: вращение изделия вокруг
своей оси и непрерывное поступательное
движение резца — вдоль оси изделия в
случае продольного точения и перпендикулярно
оси в случае радиального и тангенциального
точения с поперечной подачей.
При
точении на обрабатываемой заготовке
имеются поверхности: обрабатываемая
поверхность, поверхность резания и
обработанная поверхность. Поверхность,
с которой снимается слой древесины
(припуск), называется обрабатываемой.
Поверхность, полученная после снятия
припуска, называется обработанной.
Поверхность, образуемая непосредственно
режущим лезвием резца на обрабатываемой
заготовке, называется поверхностью
резания. Часть поверхности резания,
примыкающая к обработанной поверхности,
остается на обрабатываемой детали в
виде гребешков (резьбы) и является частью
обработанной поверхности. Другая же,
большая часть поверхности резания
срезается за последующий оборот резания
вместе со стружкой. Таким образом,
поверхность резания при точении древесины
является промежуточной поверхностью,
и шероховатость ее еще не характеризует,
в какой бы то ни было степени, качество
обработанной детали.
Геометрически,
толщина стружки при точении равна
линейному расстоянию между последовательными
положениями следов пересечения винтовой
поверхности резания плоскостью,
проходящей через ось вращения
обрабатываемой поверхности.
9
Конструктивные особенности фрезерного инструмента
Каждый из выше перечисленных видов фрез по металлу может иметь еще и несколько подвидов. Так длиннокромочные фрезы могут быть со сменной и не сменной торцевой частью, могут быть изготовлены уже с хвостовиком по различным DIN, а могут быть насадными.
По металлу также могут быть изготовлены с хвостовиком или быть выполненными в виде сменных головок под различные удлинители и оправки. Они могут быть негативными, позитивными, сверхпозитивными, а также смешанного типа.
Могут крепиться на оправку и насаживаться непосредственно на вал; по расположению режущих пластин могут быть односторонними, двухсторонними и трехсторонними; могут быть регулируемыми (по ширине прореза) и не регулируемыми.
Концевые фрезы по металлу, они же копировальные, также могут быть изготовлены с хвостовиком или быть выполненными в виде сменных головок под различные удлинители и оправки; могут быть простыми, для прямоугольных уступов или иметь очень сложные фасонные формы для обработки криволинейных поверхностей.
К специальным фрезам по металлу можно отнести конические фрезы, фрезы для обработки т-образных пазов, фрезы для снятия фасок, различные сложно профильные фрезы, резьбонарезные фрезы и др.
Купить фрезерный инструмент ведущих европейских компаний по доступной цене можно в . Каждый покупатель сможет выбрать для себя необходимые фрезы для конкретных видов работ. Мы предоставим документы, которые подтвердят качество инструментов, а также осуществим доставку в любой город Российской Федерации.
Для того чтобы конструкции из металла обретали правильную и красивую форму, а также идеальные параметры, указанные в проекте, нужно осуществить обработку всех элементов. На сегодняшний момент для решения такой задачи есть несколько способов, однако самым востребованным из них является фрезерование. То, насколько точно выполнены данные работы, будет зависеть от правильно подобранной фрезы, которая выступает режущим материалом. Для того чтобы выбрать самый подходящий тип инструмента, нужно придерживаться определенных критериев, среди них — разнообразие и объем работы; качество металла, а точнее, толщина и мягкость; качество отделки, которая может быть вторичной или первичной; геометрическая форма основания, которое может быть плоской плитой. Проделать с помощью фрезы можно пазы или отверстия
Помимо прочего, важно учесть и заданную точность габаритов. Цена фрез по металлу может быть равна 300 рублям и выше
Если предполагается выполнять массовые работы, которые предусматривают формирование нескольких разновидностей поверхности с разными линиями, нужно обратить внимание на наборы. Стоимость в этом случае окажется значительно ниже, а разнообразие комплектации позволит осуществить несколько разновидностей работы
Геометрические параметры цилиндрической фрезы
Цилиндрические
фрезы применяют для обработки плоскостей
на горизонтально-фрезерных станках и
изготовляют диаметром D=10…250
мм, длиной L
до 160 мм цельной и сборной конструкции.
Цилиндрическая
фреза представляет собой цилиндрическое
тело, на поверхности которого в продольном
направлении прорезаны канавки для
размещения стружки. Пересечение канавки
с цилиндрической поверхностью образует
режущие кромки. Для плавной работы фрезы
и для увеличения числа одновременно
работающих зубьев стружечные канавки
делают винтовыми. На каждом ее зубе
имеется одна режущая кромка. Часть
стружечной канавки у режущей кромки
является передней поверхностью, а
поверхность цилиндра – задней. Зуб
фрезы может быть остроконечным
(острозаточенным) или затылованным
(рис. 3.4).
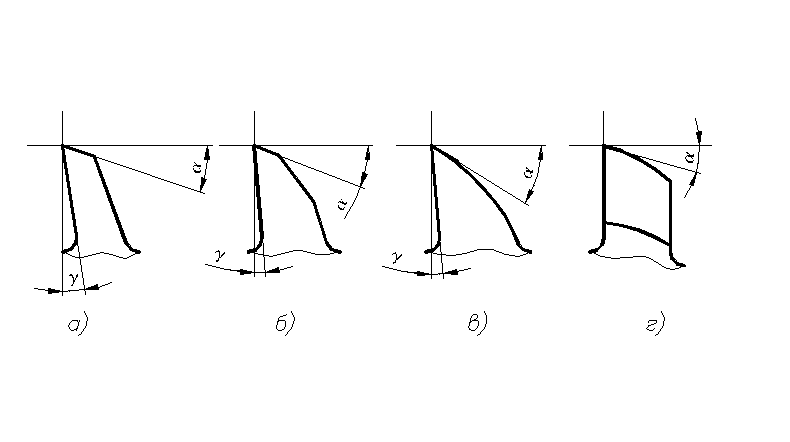
Рис. 3.4. Формы зубьев
фрезы:
а, б, в – остроконечная;
г – затылованная
Острозаточенные
зубья фрез перетачиваются по задней
поверхности. Спинка зуба может быть
выполнена по прямой (рис. 3.4,а), ломаной
(рис. 3.4,б) или параболе (рис. 3.4,в).
Каждый режущий
зуб имеет такие же элементы и углы, как
и токарный резец.
Геометрические
параметры цилиндрической фрезы
рассматривают в следующих плоскостях
(рис. 3.5)
1.
Основная плоскость Рυ
– координатная плоскость, проведенная
через рассматриваемую точку режущей
кромки перпендикулярно направлению
скорости главного (υ)
или результирующего движения резания
в этой точке;
2.
Плоскость резания Рn
– координатная плоскость, касательная
к режущей кромке в рассматриваемой
точке и перпендикулярная основной
плоскости;
3.
Главная секущая плоскость Рτ
– координатная плоскость, перпендикулярная
линии пересечения основной плоскости
и плоскости резания;
4.
Нормальная секущая плоскость Рн
– плоскость, перпендикулярная режущей
кромке в рассматриваемой точке.
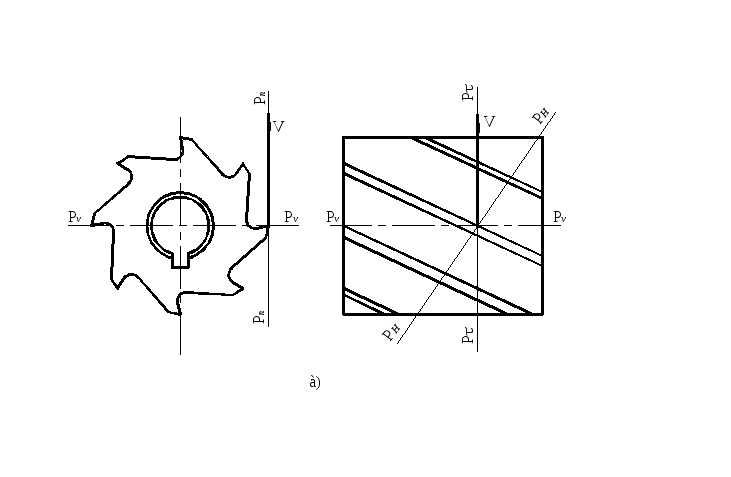
Рис. 3.5. Координатные
плоскости при фрезеровании
Главный передний угол– угол между касательной к передней
поверхности и основной плоскостью,
проходящей через ось фрезы и рассматриваемую
точку режущей кромки (рис. 3.6).
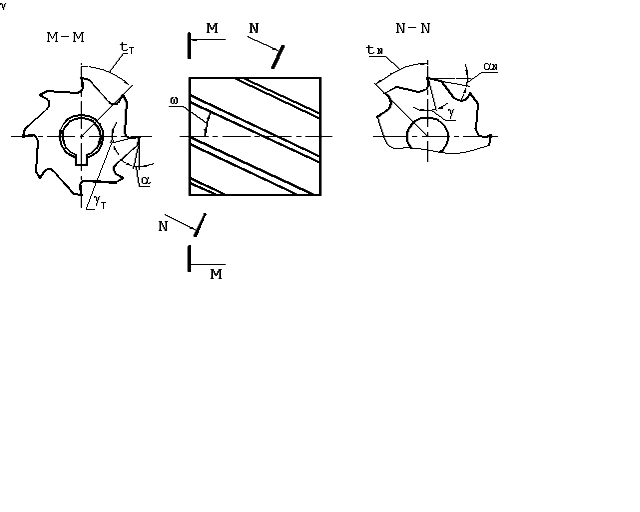
Рис. 3.6. Геометрические
параметры режущей части цилиндрической
фрезы
Этот угол обеспечивает сход стружки по
передней поверхности и измеряется в
плоскости, перпендикулярной режущей
кромке (N-N).
В этой же плоскости измеряют нормальный
задний уголN.
Главный
задний угол
– угол между касательной к задней
поверхности фрезы и плоскостью резания.
Траектория движения рассматриваемой
точки режущей кромки, определяющая
положение плоскости резания, принимается
за дугу окружности, поэтому главный
угол измеряется в плоскости, перпендикулярной
к оси фрезы (M-M)
(рис. 3.6). В этой же плоскости измеряется
передний угол т.
Если фреза с винтовыми зубьями, то
режущие кромки являются винтовыми
линиями. Угол их наклона к оси фрезы
называют углом наклона винтовой канавки
.
Между передними углами существует
следующее соотношение
 (3.3)
(3.3)
У фрез также
рассматривают:
Окружной
шаг фрезы tТ
в торцовой плоскости (длина дуги по
торцу фрезы между двумя соседними
зубьями):
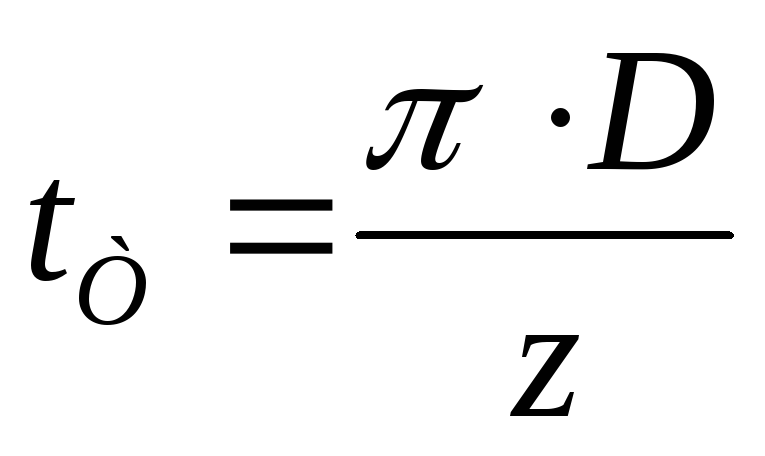 (3.4)
(3.4)
где
D
– диаметр фрезы; z
– число зубьев фрезы.