Шипорезка своими руками
Шипорезная головка приспособление для нарезки шипов
Мною была спроектирована и изготовлена «Шипорезная головка» к школьному токарному станку ТД-120. Вал данной головки резьбовой частью навинчивают на шпиндель станка, а с противоположной стороны его подпирают конусом задней бабки. При этом конус входит во внутреннюю обойму шарикоподшипника, укрепленного на этом конце вала (рис. 1).
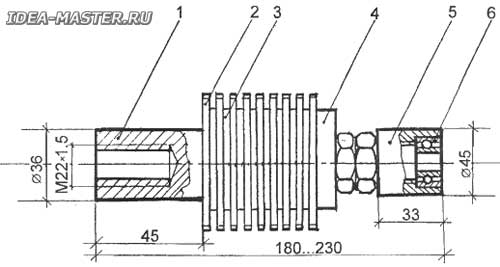 Рис. 1. Конструкция шипорезной головки: Рис. 1. Конструкция шипорезной головки:1 — вал; 2 — фреза; 3 — набор промежуточных шайб; 4 — упорная шайба; 5 — корпус подшипника; 6 — подшипник. |
Сама шипорезная головка состоит из вала, на который насаживают фрезы от школьного фрезерного станка по металлу. Наружный диаметр фрез — 80 мм, диаметр посадочного отверстия — 22 мм, толщина — 2 мм. Всего для головки понадобилось 18 фрез. Однако при необходимости число фрез можно увеличить до 30 штук, соответственно удлинив вал. Между попарно установленными фрезами располагают наборы промежуточных тонких шайб толщиной 0,2…0,5 мм (я их изготовил из пищевой жести). Насаживая попарно фрезы, я постарался сместить положение их зубьев относительно друг друга, чтобы устранить сколы древесины и улучшить чистоту обработки и качество шипов. Понятно, с помощью такой шипорезной головки можно получить шипы размером 4 мм. Заменяя сдвоенные фрезы строенными, счетверенными и т. д., а также соответственно увеличивая число шайб между наборами фрез, создается возможность нарезать шипы следующих размеров: 4; 6; 8; 10 мм.
После сборки на валу фрез и промежуточных шайб их поджимают с помощью упорной шайбы, гайки и контргайки. Затем на хвостовую резьбовую часть вала навинчивают корпус с установленным в нем подшипником №60201 (закрытого типа).
На станке приспособление крепится за две минуты. К фрезам подводят упор-подпятник, после чего приспособление готово к работе (рис. 2). Для качественного запиливания шипов заготовку плавно надвигают на шипорезную головку до получения нужной глубины среза (заготовку необходимо предварительно разметить). Затем заготовку переворачивают на 180° и еще раз «фрезеруют», калибруя пропил.
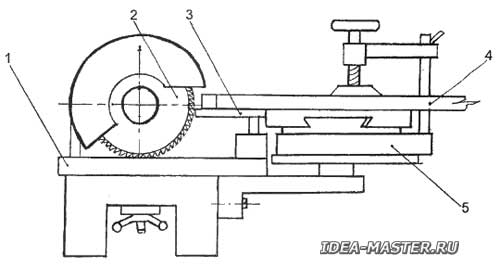 Рис. 2. Шипорезная головка на станке:1 — держатель упора; 2 — шипорезная головка; 3 — упор; 4 — заготовка; Рис. 2. Шипорезная головка на станке:1 — держатель упора; 2 — шипорезная головка; 3 — упор; 4 — заготовка;5 — продольные салазки. |
Чтобы обеспечить совмещение плоскостей смежных деталей, при сборке шипового соединения размечают продольные и поперечные заготовки, а у них — базовую грань.
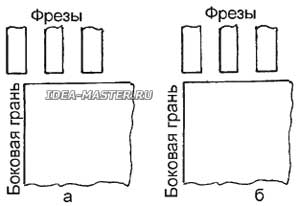 Рис. 3. Формирование пазов (шипов) в продольной (а) и поперечной (б) заготовках. Рис. 3. Формирование пазов (шипов) в продольной (а) и поперечной (б) заготовках.
|
У продольных заготовок базовая грань при нарезании шипов должна располагаться на уровне внутренней стороны крайней фрезы, например, левой, а у поперечных — на уровне наружной стороны той же фрезы (рис. 3). Процесс нарезки шипов у четырех деталей, то есть процесс формирования восьми рядов шипов занимает от 4 до 10 минут, что зависит от толщины и ширины заготовки.
При сборке ящиков промазывают клеем ПВА промежутки между шипами и соединяют детали без предварительной примерки и подгонки. Перекосы при сборке отсутствуют, соединение получается качественным и надежным. Выступающие части шипов можно зачистить с помощью устанавливаемой на тот же шпиндель станка ТД-120 планшайбы с наклеенной наждачной бумагой.
При ручной подаче заготовку держат за торец, прижимая ее к упору, чем обеспечивается достаточная безопасность в работе. Общий вид шипорезной головки показан на рис. 4.
 Рис. 4. Шипорезная головка в работе. Рис. 4. Шипорезная головка в работе.
|
| Порекомендуйте эту страницу друзьям или добавьте в закладки: |