Как сделать фуговальный станок по дереву
Содержание:
- Пошаговое изготовление строгального станка и рейсмуса на его основе
- Пошаговое изготовление торцевого фуговального станка
- Как работать ручным электрофуганком
- Сборка станка
- Рубанок, фуганок или рейсмус
- Типы
- Использование ручного фрезера в качестве основы для фуганка
- Фуговально-рейсмусовый станок
- Ручной электрофуганок
- Механический фуганок
- Использование рейсмусового станка
Пошаговое изготовление строгального станка и рейсмуса на его основе
В качестве исходного образца используется электрорубанок «Интерскол-110». Рабочая ширина обрабатываемой заготовки составит 110 мм.
Для строгания досок и брусков нужно установить рубанок подошвами вверх.

Для изготовления корпуса используется фанера толщиной 15 мм. На циркулярном оборудовании производится выпиливание заготовок: боковины и опорная поверхность.

По бокам у рубанка имеются кожухи защиты. Чтобы устанавливать инструмент, их необходимо временно снять. В боковинах будут выпиливаться пазы для установки электрорубанка.

Прикладывая инструмент, определяют его положение относительно боковин. Это наиболее ответственный момент. Насколько качественно будет произведена разметка, зависит качество будущих деревянных деталей.

Когда определена база, размечается положение кожуха. Его контур обводят для дальнейшего выпиливания.

С помощью электролобзика выполняется выпиливание отверстия. Приходится засверливать отверстия, в них устанавливается пилка. Для работы используют пилки для фанеры с мелким зубом.

Кожух применяется по месту. Если возникает необходимость, то отверстие дорабатывается.

По аналогии выполнена разметка для второй боковины. Выполняется выпиливание фигурного отверстия для другого кожуха и патрубка для присоединения пылесоса.

Примеряется второй кожух.

Две боковины позволяют зафиксировать рубанок в определенном положении. Остается установить опорную площадку, которая обеспечит жесткость всей конструкции.

После сборки получена опора для строгания деталей. На ней можно фуговать заготовки при производстве мебели.

Производственная проверка работоспособности. Доски фугуются перемещением доски по поверхностям передней и задней площадок. Однако, данная конструкция позволяет доработать оборудование и превратить его в рейсмус. Тогда у мастера появится возможность обтачивать заготовки на заданную толщину.

Небольшая приставка, ее перемещение происходит по пазам. Задавая положение приставки, можно выставлять нужный размер строгания на рейсмусе.

Рейсмус готов. Из электрорубанка получен станок, стоимость которого на порядок выше.

Пошаговое изготовление торцевого фуговального станка
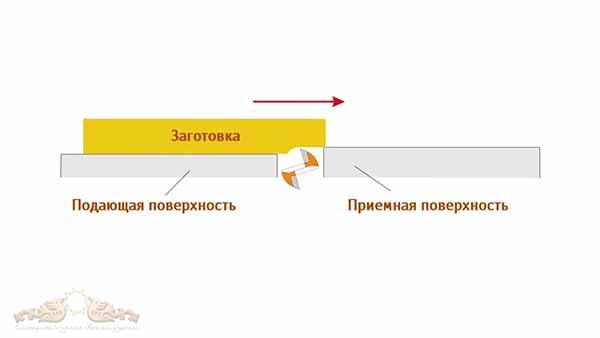
Для обработки коротких и длинномерных досок нужен станок, способный обрабатывать торец. Решено использовать ручной фрезер.
При строгании фреза будет располагаться между подающей и принимающей поверхностями. Режущая кромка фрезы находится на уровне второй плоскости.
Решено использовать ручной фрезер «Макита», мощность 2 кВт.

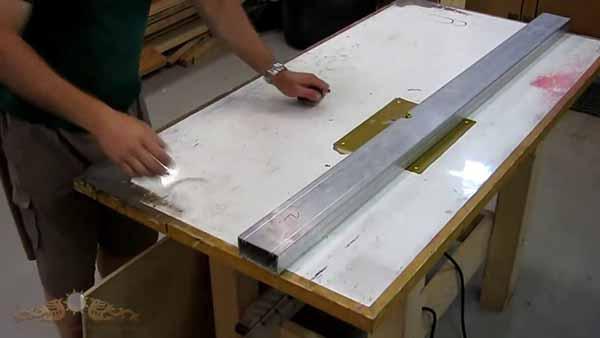
Для изготовления станка используется стол, имеющий длину 150 см, а ширину 75 см.

Для направляющих применяется алюминиевая труба, имеющая сечение 45·95 мм. В ней выбран паз, в котором помещается фреза.

Решено использовать пальцевую фрезу Ø 12 мм и длиной рабочей части 70 мм.

Чтобы приспособить фрезер для работы, снимаются пластиковые накладки и механизмы регулирования глубины обработки.

Вынимается опорная площадка. Нужно закрепить фрезе к площадке. Дополнительные кольца закроют пазы, чтобы стружка не попадала внутрь инструмента.

Длинным винтом сжимаются возвратные пружины фрезера. Рабочая площадка выставляется в позиции максимальной глубины обработки.

Опорная площадка выставляется по месту и фиксируется к инструменту.

Площадка возвращается на место. Она находится заподлицо с поверхностью стола.

Нужно выровнять площадку в продольной и поперечной плоскостях. Используется линейка.

Фреза выставляется по месту и фиксируется.

Защитные кольца ставятся в пазы. Теперь стружка не попадет внутрь фрезера.

Чтобы удобнее было использовать фрезу, на приемную поверхность наклеиваются пластиковые накладки.

Используются накладки толщиной 0,5 и 1,5 мм. Выбор зависит от породы дерева. Для твердых пород используют меньший перепад высот.

Перед началом работы нужно приклеить накладки. Используется полиуретановый клей, который наносится с помощью распылителя. В это время с поверхности трубы смываются имеющиеся загрязнения. Потом нужно тщательно протереть плоскость.

Накладка приклеивается на свое место. Ее нужно прижать максимально плотно.

Выставляется труба по месту. Один конец фиксируется сразу жестко.

Второй конец фиксируется позже. Сначала нужно выставить трубу относительно фрезы.
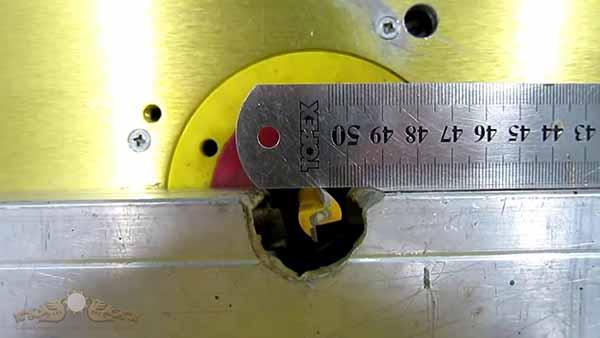
Внимательно смотрят на фрезу и приемную плоскость. Их нужно выставить на одном уровне.

С помощью линейки стараются совместить плоскость и цилиндрическую поверхность.

Вот так нужно подгонять режущую кромку и плоскость с накладкой. Выставив по линейке, фиксируют второй конец. Такую работу лучше выполнять вдвоем.
Для удаления стружки используется пылесос. Патрубок вставляется внутрь трубы.

Конец трубы пылесоса подводится к фрезе. Так будет осуществляться качественное удаления отходов фрезерования. Второй конец трубы закрывается. Проще всего использовать ветошь, ее вставляют внутрь.

Если нужно строгать длинные доски, которые заметно больше стола, нужно придумать способ фиксации свисающих концов.

Решено проверить качество предварительной работы. Между торцом доски и правилом видны зазоры. Их величина местами достигает до 1,5 мм.

Показана длина реальной доски, которую нужно обработать.

Чтобы заготовка в процессе работы не покидала станок, используют вспомогательные опорные козлики. У них сверху установлены ролики. По ним будет перемещаться доска.

Станок готов к работе, начинается фугование. Включаются пылесос и фрезер.

Доска постепенно входит в контакт с фрезой.

В процессе работы стружка снимается тонким слоем и забирается в трубу пылесоса.

С помощью правила проверяется качество обработки. Взгляд со стороны помогает оценить наличие зазоров.

Видимых просветов нет. Следовательно, достигнут необходимый результат.

Угольником проверяется перпендикулярность поверхностей. Если сборка всех элементов станка проведена верно, то угол составит 90 ⁰.

Используя разные исходные изделия, создаются фуговальные станки разного назначения. В зависимости от типа заготовок и вида деталей выбирается определенный вид. Каждый мастер может подобрать для себя нужный вариант.
Как работать ручным электрофуганком
Следует отметить, что для успешного использования ручного электрического фуганка потребуются практические навыки. Подготовительными операциями являются:
- Настройка электрофуганка на необходимую глубину и ширину. В бытовых моделях возможна обработка плоскостей шириной 50…110 мм. Имеется зависимость между мощностью агрегата и допустимой шириной строгания. Например, электрические фуганки мощностью 450…600 Вт хорошо обрабатывают материал шириной до 80…85 мм, 600…1000 Вт – до 100…110 мм. Глубина строгания выставляется по упору, и зависит от параметров древесины. Из вала лезвия должны выступать не более, чем на 2 мм, а при первых опытах работы с агрегатом стоит устанавливать глубину не более 1…1,5 мм, постепенно увеличивая её до рекомендуемой (обычно не выше 2,5 мм за один проход);
- Проверка числа оборотов двигателя. Ручные электрические фуганки оснащаются приводом от 10000 мин-1. Бытует мнение, что с повышением оборотистости электромотора функциональность агрегата возрастает. Это не так. Чем больше число оборотов, тем меньше крутящий момент и усилие, что может оказать негативное влияние на обработку особо прочной древесины. Правильнее другая рекомендация. С увеличением числа оборотов уменьшается рабочая глубина, но возрастает скорость перемещения электрического фуганка по заготовке;
- Определение скорости подачи. При увеличении числа оборотов двигателя чистота поверхности однородной и сравнительно мягкой древесины увеличиваются. Поэтому практическая подача может составлять до 25…30 мм в секунду при глубине внедрения ножей до 1,5 мм, и 10…20 мм – свыше 1,5 мм.

Перед началом работ следует надёжно и удобно закрепить заготовку на верстаке. Работы рекомендуется начинать с торцевой части доски, и на минимальной глубине внедрения. Убедившись в положительном результате первого прохода (отсутствие вырывов древесины, рывков агрегата при его перемещении и т. д.) подачу и глубину можно увеличить. Перед этим агрегат отключают от электропитания, и дожидаются полной остановки ножевого барабана. Обязателен также предварительный осмотр доски, чтобы исключить наличие в ней гвоздей и иных металлических предметов.
Для прямолинейности перемещения стоит выполнять разметку доски сплошной линией (например, цветными мелками). Кроме дополнительной гарантии прямолинейности перемещения подошвы, это определяет равномерность обработки: там, где разметка сохранилась, глубина внедрения ножей оказалась меньше требуемой.
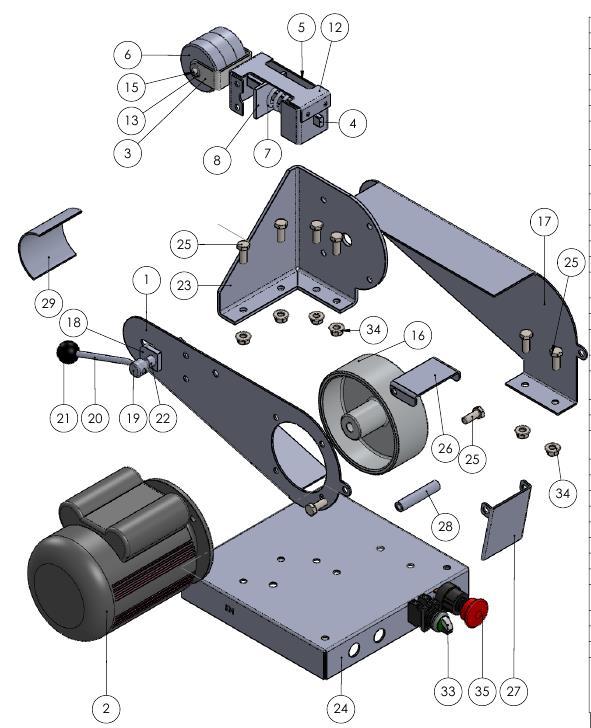
Сборка станка
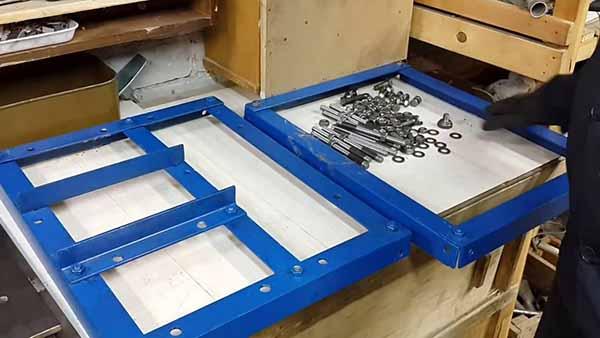
Все детали будущего станка выкладываются на верстаке. Предстоит их собрать и на финише получить работоспособную конструкцию.

Из уголков собраны верхняя и нижняя рамки. Здесь использованы уголки:
- Длиной 450 мм (4 шт.), в них просверлены отверстия Ø 10,5 мм (4 отв.).
- Длиной 550 мм (5 шт.), в них также просверлены отверстия Ø 10,5 мм (4 отв. в 4-х уголках и 2 отв. в одном).
- Длиной 220 мм (2 шт.), в них просверлены 4 отв. (Ø 10,5 мм), их ни по 2 для установки ножевого вала.
На верхнюю рамку монтируются уголки для монтажа рабочего валика. Кроме отверстий для сборки каркаса станка на уголках просверлены отверстия Ø12,5 мм для монтажа столов (подающего и приемного).
Перед сверлением накладывались пластины столов, и выполнялась разметка.

На шпильки накручиваются гайки и устанавливаются шайбы.

Ножевой валик, рядом расположились ножи и клиновые планки. Данный вал имеет три паза для установки режущего инструмента. Рядом лежит полоса, на нее будет установлен электродвигатель.

Пластины стола. Их три. Две используются для фуговальной части, оставшийся длинный элемент используется для циркулярного стола.

Для строгальной части применяются две одинаковые пластины толщиной 10 мм. Их размер 220·300 мм. На одной стороне у каждой имеется косой срез под углом 45 ⁰.

Пространственная сборка. Выполняется монтаж вертикальных элементов. Каждый узел крепится двумя болтами.

В результате получается жесткая пространственная конструкция. Ее в будущем будут размещать на дополнительном столике, чтобы удобно было работать с пиломатериалом.

На заранее подготовленные опоры монтируется валик.

Крепление выполняется болтами через опоры корпуса подшипников.

В пластины столов вворачиваются шпильки. В них нарезана резьба М12 (длина 9,5 мм).

Технология установки столов довольно простая. Одна из гаек определяет высоты установки относительно каркаса, другая фиксирует заданное положение. Шайбы препятствуют отворачиванию.

Все пластины устанавливаются на станок. Он обретает рабочий вид.

Настал черед размещению ножей. Сначала ставят клиновые планки. Их вводят в пазы с торца.

Остается установить ножи. В дальнейшем их придется выставлять по высоте, чтобы выборка древесины выполнялась в один размер.

Выставленные по высоте ножи фиксируются болтами. Ими распирают паз, подобная установка предотвращает вылет инструмента из паза.

Ставят полосы в нижней части каркаса. На них монтируется электродвигатель.

Остается натянуть ремень. Имеющийся в наличии блок шкивов позволяет выполнять нужное натяжение клинового ремня.

Основная сборка завершена. Остается присоединить провода, произвести монтаж пусковой арматуры. Остается выполнить ходовые испытания и настроить положение столов и ножей.

Рубанок, фуганок или рейсмус
 Все три инструмента выравнивают поверхность дерева, а разница их в различном качестве получаемой поверхности и принципе технологии зачистки:
Все три инструмента выравнивают поверхность дерева, а разница их в различном качестве получаемой поверхности и принципе технологии зачистки:
- Рубанок делает первую проходку при подготовке поверхности, снимает верх на толщину настройки рабочего лезвия. Строгание активно борется с буграми, сучками, другими неровностями. Рубанок в качестве рабочего инструмента содержит нож и колодку. Ножей в конструкции может быть предусмотрено два, тогда они располагаются друг за другом и второй снимает более тонкую стружку, равняя поверхность, но финишную обточку делают другим инструментом.
- Фуганок по своей сути является разновидностью рубанка, у него более усовершенствованное строение. Корпус фуганка длиннее и тяжелее, это дает более плотный прижим к области обработки. Лезвия (2 шт.) настроены на чистовую проходку.
- Часто путают фуганок с рейсмусом, но предназначение этих инструментов различное. Фуганок выравнивает древесину, а рейсмус нужен для переноса на деталь параллельных черт. Ручной рейсмус с электрическим приводом наносит параллельные линии в соответствии с заданным размером.
В работе профессионального станочного оборудования различают работу рейсмуса и фуганка:
- Фуганок снимает определенный слой, придает плоскость поверхности, торец на фуговальном оборудовании обрабатывается в перпендикулярном направлении к основной плоскости;
- Чтобы сделать плоскости идеально параллельными используется рейсмус, но его работа возможна только после предварительного выравнивания.
Правильное использование переносного электрического фуганка
Фугование относится к обработке деревянных элементов с применением любого вида фуганка. Переносной инструмент можно зафиксировать стационарно для удобства обработки. Порядок действий:
- на верстаке закрепляют инструмент, при передвижении доски для нее должен быть предусмотрен упор;
- доска заводится на лезвие устройства по упору после включения питания инструмента;
- чтобы получить требуемое качество поверхности, доской проводят по лезвию несколько раз.
 Для контроля толщины срезаемого слоя на обрабатываемой детали чертят линию мелом. Слой над ней должен исчезать плавно, а сама линия убирается в случае получения ровной заготовки. Чтобы работать с кромкой, доску поворачивают к лезвию соответственной стороной, затем все действия повторяют в прежней последовательности.
Для контроля толщины срезаемого слоя на обрабатываемой детали чертят линию мелом. Слой над ней должен исчезать плавно, а сама линия убирается в случае получения ровной заготовки. Чтобы работать с кромкой, доску поворачивают к лезвию соответственной стороной, затем все действия повторяют в прежней последовательности.
Работа с закрепленным на рабочем столе фуганком несложная, но требует соблюдения мер техники безопасности:
- руки не должны находиться в зоне работы лезвия;
- работа выполняется специальной защитной одежде;
- чтоб не держать доску руками и не подвергать их опасности используют держатели прижимного типа.
 Чтобы обезопасить работника от преждевременного включения инструмента, на нем предусмотрена защитная система управления инструментом. На корпусе располагаются две кнопки включения, питание подается только при их одновременном нажатии.
Чтобы обезопасить работника от преждевременного включения инструмента, на нем предусмотрена защитная система управления инструментом. На корпусе располагаются две кнопки включения, питание подается только при их одновременном нажатии.
Внешнее строение корпуса
 На нем располагается раструб для подсоединения патрубка пылесоса и удобства уборки стружки, чаше всего модели оснащены таким входом справа. На корпусе устанавливается рукоятка для упора при работе и кнопки управления. Для регулирования глубины строгания и толщины слоя есть ручной винт. Чтобы изменить ширину обрабатываемой полосы предусмотрен упор сбоку.
На нем располагается раструб для подсоединения патрубка пылесоса и удобства уборки стружки, чаше всего модели оснащены таким входом справа. На корпусе устанавливается рукоятка для упора при работе и кнопки управления. Для регулирования глубины строгания и толщины слоя есть ручной винт. Чтобы изменить ширину обрабатываемой полосы предусмотрен упор сбоку.
Инструмент имеет защитный кожух, который при надобности откидывается. Нижняя подошва агрегата сделана из алюминиевого листа большой толщины. На корпусе есть разъем для подключения аккумулятора или батарей с напряжением 18 В. В комплекте идет рабочий кабель длиной 2 метра с вилкой для бытовой сети.
Типы
В зависимости от количества режущих элементов фуганки бывают односторонние и двухсторонние. Оборудование может различаться и по другим характеристикам:
- ширине строгальной поверхности (400 мм, 500–520 мм, 600–630 мм);
- длине столешницы (до 2500 мм, 2500–3000 мм);
- частоте оборотов ножевого вала (4700–4800 об/мин, 5000 об/мин).
Домашние инструменты компактны, ширина обработки меньше, чем у промышленных образцов. Длинные столешницы позволяют простругивать крупногабаритные заготовки, при этом качество повышается. Двигатель, установленный на промышленный станок, может демонстрировать высокую частоту вращения, достигать 12 000 оборотов в минуту. Мотор, комплектующий бытовой экземпляр, имеет меньшие показатели.
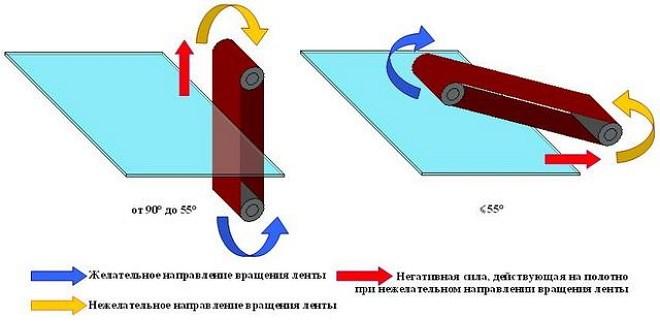
Принципы работы
Односторонние фуговальные станки, предназначенные для небольших частных мастерских, могут обслуживаться одним оператором. Пиломатериал укладывается выпуклой стороной кверху на переднюю половину столешницы. При этом заготовка придерживается двумя руками, подается на режущий элемент. Обработанная часть доски прижимается левой рукой к задней части рабочего стола. Строгание каждой стороны выполняется 1–2 раза в зависимости от начального состояния древесины.
При обработке перпендикулярных сторон односторонним станком сначала на строгальный резак подают большую по площади плоскость. Двухсторонний агрегат позволяет выполнять обрезку двух плоскостей одновременно. О том, что нож затупился, требует заточки или смены, свидетельствуют дефекты в виде мшистости, поджогов на поверхности доски. Детали длиной менее 400 мм, шириной не более 30 мм при подаче на фуговальный агрегат удерживаются толкателями. Если заготовка имеет сложную конфигурацию, ее удерживают шаблонами.
Если после пиления поверхность доски стала искривленной, приобрела форму крыльчатки, необходимо наладить фуговальный станок, повторно выверить уровень плит, ножевого вала.
Древесную пыль можно убрать промышленным пылесосом, предварительно установленным на оборудование.
Правила настройки
На станок для дальнейшей обработки лучше всего укладывать детали длиной 1–1,5 м. Если заготовка будет короче, она может выскользнуть из-под ножа, травмировать оператора. Слишком длинные пиломатериалы неудобны в строгании. Приступая к работе нужно определить толщину снимаемого слоя древесины. В случае с оборудованием, снабженным автоподачей, необходимо установить скорость.
Толщина снимаемого слоя определяется на глаз или после проведения пробного строгания. Если после пройденного цикла пиления заметны нетронутые участки, стол нужно немного опустить. При погрешности более 2,5 мм выполняют два цикла резки. После выставления высоты проводится замер расстояния между кромками ножей и плитами. Оптимальный зазор — 2–3 мм. При превышении параметров древесина будет рваться кусками, при щели до 2 мм деформируется резак.
Также необходимо определить место направляющей рейки. Расстояние между ней и левым краем ножевого вала должно превосходить ширину бруска. Если нож затупится, линейка будет перемещаться в правую сторону, задействовав все сегменты резака. Для выполнения угловой фаски на кромке направляющая монтируется при помощи угольника.
Корректность регулировки устройств и механизмов определяется опытным путем. При этом учитываются максимально допустимые погрешности (плоскость — 0,15 мм на 1 м, перпендикуляр — 0,1 мм на 10 см).
Использование ручного фрезера в качестве основы для фуганка
Ручные фрезеры довольно широко используются в мебельном производстве и строительстве. С их помощью выполняют ряд операций:
- высверливают простые и фигурные пазы или сквозные отверстия;
- формируют пазы и выступы на заготовках мебели;
- производят декоративную резьбу по заданным параметрам глубины и траектории;
- изготавливают присадочные отверстия и пазы под фурнитуру.
Оборудование ручного фрезера:

Чтобы производить фугование с помощью этого инструмента, нужно изготовить вспомогательное приспособление, которое даст возможность перемещаться в заданной плоскости. Ниже будет располагаться заготовка.
При последовательном прохождении пальцевой фрезой по поверхности на заданном расстоянии удаляется определенный слой древесины. Возможны варианты размещения: вертикальный и горизонтальный.
Видео: как сделать фуговальный станок из ручного фрезера?
Фуговально-рейсмусовый станок
 Представляет собой комбинированный агрегат, в котором органично сочетаются функции рейсмусового и фуговального станка. Его преимущество и заключается в этом функциональном объединении.
Представляет собой комбинированный агрегат, в котором органично сочетаются функции рейсмусового и фуговального станка. Его преимущество и заключается в этом функциональном объединении.
После первоначального распила и предварительной обработки досок они поступают для обработки рейсмусом и фугованием. Задача спаренного оборудования заключается в устранении всех неровностей. Станок состоит из рабочего стола, закрепленного со станиной. На станину подают заготовку, а для приема предназначен рабочий стол, между ними располагается ножевой вал с лезвиями.
Заготовка подается на станину и посредством автоматической или ручной подачи передвигается в сторону рабочего стола. При этом она вступает во взаимодействие с лезвиями ножей, которые вращаются и очищают плоскость детали. Отличие этого типа станка от фуговального оборудования заключается в возможности строгать на заданную глубину. Нож у рейсмусового оборудования располагается сверху, но некоторые модели предусматривают нахождение ножей на поверхности рабочего стола и под ним. Для высоты выставления лезвия служит линейка, располагающаяся на корпусе.
Фуговальный и одновременно рейсмусовый станок делает две операции одновременно, поэтому его применение оправдано в условиях промышленного производства больших масштабов. Его можно применять на стройке многоэтажек. Качественная обработка гарантирована, да и поступающий первичный пиломатериал может быть исправлен на месте без особых проблем.
Особенности работы и устройства
Если в работе будет только фуговальный или рейсмусовый агрегат, то достичь правильно обработанной поверхности не удастся:
- нижняя поверхность для обработки на рейсмусовом оборудовании должна быть выровнена, чего можно достичь предварительным фугованием;
- при необходимости можно обрабатывать две поверхности — одну фугованием, другую окончательно — рейсмусом;
- рейсмусовая и фуговальная одновременная обработка возможна только на станке с этими совмещенными функциями;
- рейсмусово-фуговальный станок отлично справляется с заготовками, на которых была проведена не очень качественная первоначальная обработка;
- ФРС состоит из двух частей, каждая из которых отвечает за определенные функции.
Рекомендации при выборе оборудования
На деревообрабатывающем рынке представлен большой ассортимент ФРС
При выборе достойного агрегата обращают внимание на такие параметры и характеристики:
- число ножей на рабочем валу;
- размеры и вес станка в комплекте;
- мощность двигателя;
- скорость передвижения заготовки в процессе обработки.
Виды станков
Станки представляют собой единую систему строгания и обработки рейсмусом. Мощный асинхронный двигатель защищен посредством ременной передачи от повышенных перегрузок и работает с пониженным выделением шума.
Если во время работы произошел сбой в электрическом питании, то повторное самопроизвольное включение невозможно из-за использования в конструкции магнитного пускателя. Для уменьшения трения поверхность станины и рабочего стола выполнены из шлифованного чугуна. Для удобства работы приемный стол и для подачи сделаны довольно длинными. Переключение со строгания на рейсмус и обратно происходит быстро, для каждого режима у патрубка есть два положения. Работа станка происходит без вибрации.
У станков с одновременным строганием и рейсмусовой обработкой есть неоспоримые преимущества и усовершенствования:
- выключатель выполнен в виде поворотного блока;
- при покрытии станины применяется порошковая окраска;
- долговечность станины и ее защита от коррозии обусловлена применяющимся материалом — чугуном;
- подачу можно отключить любое время;
- предусмотрена защита человека от древесной пыли;
- для удобства установки высоты предусмотрена удобная рукоятка;
- на некоторых моделях применяются ножи с двойными лезвиями.
Популярные модели
КРАТОН 01 ptwm оснащен жесткой станиной, предусмотрена автоматическая подача деталей, магнитный пускатель служит защитой от произвольного включения, встроенная турбина собирает отходы стружки и пыли, мощность двигателя — 1,6 кВт, предельный размер захвата — 2,5 мм, обороты составляют 8 тыс. в минуту.
STARK 1700 PWJ разработан немецкими конструкторами, модель отличается высокими качественными характеристиками. На валу расположено 2 ножа, ширина строгальной полосы составляет 203 мм, скорость движения детали — 6 м за минуту, мощность двигателя — 1,7 кВт, частота оборотов вала — 9 тыс. оборотов за минуту.
Ручной электрофуганок
Для работы с каждым из перечисленных выше разновидностей фуганка нужна большая физическая сила. Поэтому, мастера, которые каждый день обрабатывают большое количество дерева, предпочитают использовать электрофуганки. Этот инструмент устанавливается на верстаке, таким образом, превращаясь в станок для обработки дерева.

Конечно же, в продаже есть и стационарные фуганки для профессионалов. Но для домашнего использования, ручной электрофуганок, прикрепленный стационарно, вполне подойдет. Купив его, не беритесь сразу отстругивать детали. Вначале попрактикуйтесь на ненужных кусках древесины, потом приступайте к работе.
Соблюдайте технику безопасности:
- будьте осторожны во время работы, чтобы не порезаться,
- остерегайтесь близости частей тела и одежды с фрезами,
- своевременно удаляйте стружку, которая собирается у подошвы, рядом с барабаном,
- если хотите заменить фрезы, непременно выключите источник питания инструмента.
Покупая электрический фуганок, обратите внимание на следующие свойства:
- мощность выше 600 Вт,
- скорость оборотов барабана 13 -15 тысяч оборотов в минуту.
Рассмотрим несколько наиболее распространенных электрических инструментов для строгания.
Механический фуганок
Данный инструмент имеет три компонента:
- корпус,
- ручка,
- нож.
Корпус может быть из дерева или из металла. Фуганок с деревянным корпусом используется для обстругивания мягких пород дерева. Он намного легче своего брата, с металлическим корпусом, который применяется для обработки твердых пород древесины.

Фуганок используется в тех ситуациях, когда нужно выровнять крупные фрагменты, деревянную поверхность с большой площадью или для длинных деталей. Он имеет большую колодку до 90 см и широкие резцы до 8 см. При первом проведении фуганком по неровной поверхности, выходят маленькие куски стружки, а при повторном прохождении образовываются длинные, непрерывные спирали стружки, которые указывают, что поверхность уже стала ровной.
Для деталей разного характера (брус, доска, рейка) и при разных стадиях отделки используется другая разновидность фуганка по дереву.
Использование рейсмусового станка
Как для только начинающих работать с рейсмусом, так и для опытных мастеров отлично подойдут устройства средней производительности. Хороши они благодаря небольшим размерам и весу, доступной стоимости, высокой выработке и большому функциональному потенциалу.
К возможностям хорошего рейсмуса можно отнести:
- калибровка обрабатываемого материала с отменной точностью толщины;
- предоставляет возможность обработки материала любой ширины;
- передний и задний край стола оборудован удлинителями, благодаря которым удобно обрабатывать заготовки большой длинны;
- зачастую на таких устройствах установлена автоподача обрабатываемых деталей, что позволяет свести работу оператора до минимума;
- отвод стружки благодаря вмонтированной турбине.
Правильно настроенные строгальные станки по дереву гарантируют длительный срок использования устройства. Чтобы станок долгое время эффективно работал, стоит вовремя очищать его от стружки и проводить техническое обслуживание. Для того чтобы выбрать самый лучший рейсмусовый станок, стоит тщательно изучить характеристики устройства, отзывы о производителях, обратиться за советом к профессионалам.