Что собой представляет горелка для аргонодуговой сварки
Содержание:
Обзор характеристик для успешного выбора
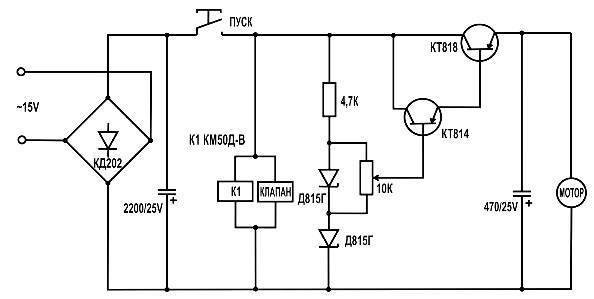
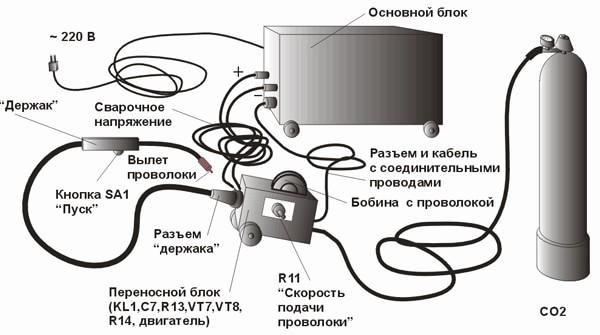
 Схема сварочного аппарата
Схема сварочного аппарата
Сварочный электрический инвертор метода TIG отличается от прочего оборудования такого вида тем, что на выходе выдает разный род тока: постоянный или переменный.
Поэтому в первую очередь сварочный электрический инвертор по методу TIG должен выбираться, исходя из данного параметра. Если в обозначении указано DC, то речь о постоянном токе, используемом для сварки черного металла.
Если выбирается сварочный аппарат инвертор метода TIG AC, тогда в качестве материала должны выступать только алюминиевые сплавы. Существуют также исполнения, совмещающие в себе оба варианта – AC/DC. При этом сварочный электрический аппарат инвертор по методу TIG продуцирует постоянный или переменный ток в зависимости от нужд потребителя. Однако подобные исполнения обойдутся дороже, так как имеют более сложную схему. Агрегат для сварки TIG должен подбираться еще и в соответствии с мощностью и силой тока. Чем выше последняя из названных характеристик, тем качественнее проплав металла.
Смотрим видео, особенности выбора аппарата:
https://youtube.com/watch?v=qFUbeHOoPB8
Инвертор для сварочных работ TIG выдает уровень производительности, соответствующий значению тока: чем выше эта величина, тем более эффективным будет аппарат. Соответственно, такое оборудование может справиться практически с любой задачей. Инвертор для сварки TIG во время работы с тонким металлом обеспечит еще более высокое качество соединительного шва, если конструкцией предусмотрена функция пульсации.
Кстати, инвертор TIG не выдерживает постоянных попыток зажечь дугу, что приводит к низкому результату и сокращению срока службы электрода.
Особенности конструкции и функционирования
Аппарат для выполнения аргонной сварки существует в двух исполнениях:
- Выпрямитель;
- Инверторный агрегат.
В первом случае принцип действия устройства основан на преобразовании сетевого переменного тока в постоянный эквивалент. Такое оборудование используется в профессиональных сферах. Инвертор на выход подает постоянный ток, который по своим параметрам является наиболее подходящим для сварочных работ. В зависимости от исполнения на выход может подаваться и переменный ток, благодаря чему расширяется область применения устройства.
 Аргоновый сварочный аппарат
Аргоновый сварочный аппарат
Сварочный аппарат для выполнения аргоно дуговой сварки классифицируется еще и по конструктивным отличиям:
- Агрегаты для ручной дуговой сварки. В данном случае горелка и присадочный материал оператор держит в руках. Соответственно, все процессы выполняются при непосредственном участии сварщика. Такое исполнение подразумевает применение неплавящегося (вольфрамового) электрода.
- Аргоно дуговой автоматический сварочный аппарат. Данный вариант устройства подразумевает подачу присадочного материала и горелки к участку сварки в автоматическом режиме. Автоматические аппараты могут работать как с плавящимися электродами, так и с неплавящимися.
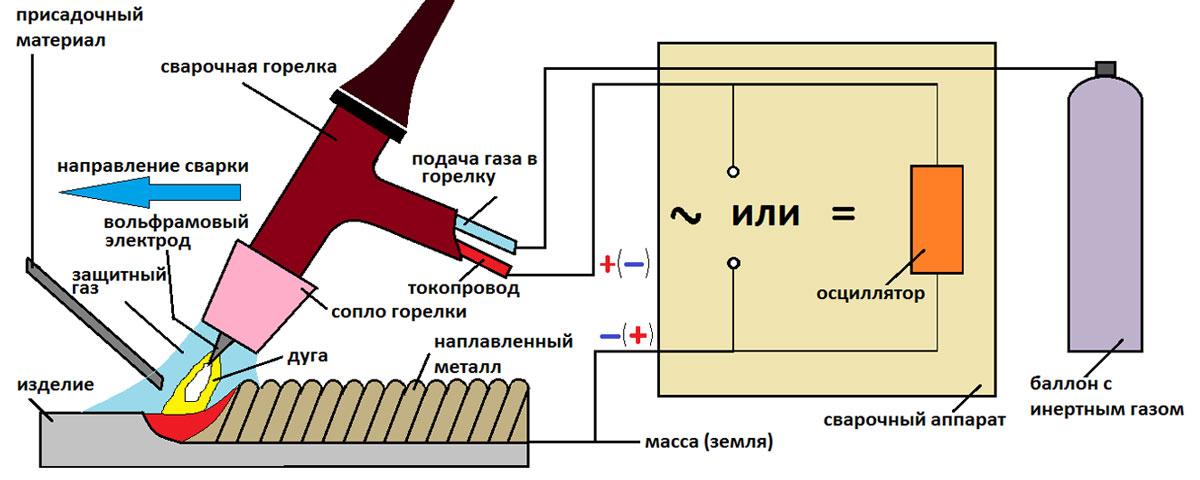
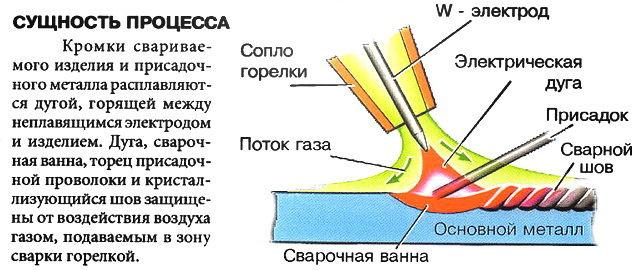 Сущность процесса работы агрегата
Сущность процесса работы агрегата
Если рассматривать сварку неплавящимся электродом, то этот элемент располагается непосредственно внутри горелки. Через ее сопло в рабочую зону выдувается аргон, а присадочный материал подается, минуя горелку. Поджиг дуги в данном случае не происходит при касании электродом свариваемой поверхности из-за быстрого загрязнения вольфрамового электрода. Если же агрегат для аргонно дуговой сварки работает с плавящимся электродом, тогда вполне допустимо производить поджиг электрической дуги посредством касания с поверхностью свариваемого металла.
Технология аргонодуговой сварки
- Электрод необходимо располагать как можно ближе к поверхности обрабатываемого металла. Это позволяет обеспечить необходимую температуру сварочной ванны при аргонно-дуговой сварке и обеспечить необходимую толщину шва и глубину провара. Чем дальше электрод от металла, тем ниже качество наложенного шва.
- Направленность движений — вести электрод необходимо вдоль шва. Отсутствие колебательных движений помогает создать эстетически привлекательный шов. При этом от мастера требуется практика, чтобы создать все необходимые условия для достаточного провара.
- Сущность технологических процессов аргонно-дуговой сварки сводится к тому, чтобы в момент наложения шва на него не воздействовал кислород и азот, выделяющийся во время сгорания металла. Необходимо следить за тем, чтобы электрод и присадочный материал постоянно находились в защитном облаке аргона.
- Скорость подачи проволоки должна быть равномерной. Должны отсутствовать рывки, при которых наблюдается разбрызгивание металла. Техника электродуговой сварки в среде аргона подразумевает последовательность действий мастера: правильно выбранный угол подачи присадочной проволоки впереди горелки, строгое соблюдение направленности нанесения шва и точные настройки относительно интенсивности подачи газа на горелку.
- Скорость сварки — наложение сварного шва осуществляется медленно. При этом необходимо учитывать возможные металлургические процессы, присущие этому методу обработки. К примеру, подача газа на поверхность детали должна начаться на 10-15 сек. раньше, а закончится, спустя 7-10 сек после наложения сварного шва. Заваривание кратера осуществляют с помощью реостата (снижая силу тока на дугу). Расчет расхода аргона при сварке выполняют с помощью специальных таблиц и норм. Основные положения можно узнать в ГОСТ 14771 76.
[media=https://www.youtube.com/watch?feature=player_detailpage&v=gXbB-iD8MjE#t=8]
Особенности методики аргонно-дуговой сварки заключаются в правильном комбинировании: подачи проволоки, воздействия вольфрамового электрода, интенсивности подачи аргона и скорости наложения шва. Регулировать все эти составляющие станет проще по мере получения опыта.
Положительные и отрицательные стороны
Каждый производитель старается выделить свой товар. До общего функционала могут добавлять разные уникальные модификации, некоторые производители играют ценой, другие ставят в приоритете качество, остальные делают упор на высокую работоспособность и функциональность.
 Модель Jasic tig 200P
Модель Jasic tig 200P
Если сравнивать их в соотношении цена-качество-функционал, то, из большинства можно выделить всего несколько брендов, которые отвечают такому соотношению в полной мере. Мы рассмотрим производителей Jasic иGysmi, они смогли зарекомендовать себя во времени. Для примера возьмём два агрегата Jasic tig 200P и Gysmi tig 207, немного разобрав их основные характеристики.
Первая модель обладает сенсорной панелью, с помощью которой очень удобно и легко регулировать аргонный аппарат для необходимых вам режимов работы. Управление интуитивно понятное, что способствует комфортной работе с данным устройством как новичкам, так и профессионалам.
Сварочный аргонный аппарат способен работать с обычными и тугоплавкими электродами, что повышает его ценность. В комплектацию входят следующие улучшения: пульсирующий режим сварки, стабилизатор и предохранитель перепадов напряжения, плавное отключение дуги.
 Модель аппарата Gysmi tig 207
Модель аппарата Gysmi tig 207
Второе представленное устройство имеет более высокую цену, оснащён микропроцессором, который управляет режимами и всеми настройками сварочного устройства. Отлично подходит для работ с легкоплавкими материалами типа алюминия, обладает функцией PFC (автоматическая корректировка коэффициента мощности), с помощью которой потребление электроэнергии максимально оптимизировано и проходит с минимальными излишними затратами.
Подведём итог
Помните, выбранный сварочный аргонный аппарат, будет влиять на качество работы. Подобрав его следуя представленным правилам, вы гарантировано получите качественный продукт, который прослужит вам долгую и плодотворную службу. Но всё же даже самое дорогое и качественное устройство не обеспечит вам качественную работу, всё зависит от вас, практикуйтесь и выбранный вамиаргонный аппарат сможет показать свои положительные качества на все сто.