Правильный держак для сварочного аппарата и магнитные держатели для сварки
Содержание:
Особенности конструкции и принцип действия
Конструкция большинства изделий предельно проста. Вилочный держатель представляет собой три жестких контакта, которые выполнены в виде штырей трезубца. Они располагаются так, что если сквозь них просунуть электрод, то он будет достаточно надежно держаться во время сварки. Это зубцы подведены к токоведущему кабелю, который напрямую связан с выводом сварочного аппарата. Данная модель имеет только ручку и не какого-либо защитного корпуса, так что порой использование ее является не сильно безопасным.
В других типах используется тот же принцип действия, но в качестве зажимов используются два контакта, которые постоянно прижимаются друг к другу. Сварочные электроды подводятся к ним, когда держатель разведен специальной ручкой. Затем ручка отпускается и изделие зажимает стержень. Таким образом, если электрод залипнет, то его моментально можно обесточит, нажав на соответствующий рычаг развода контактов. Щипцы для зажима выполнены в защищенном корпусе, который оберегает от ожогов, попадания металла и прочих негативных моментов.
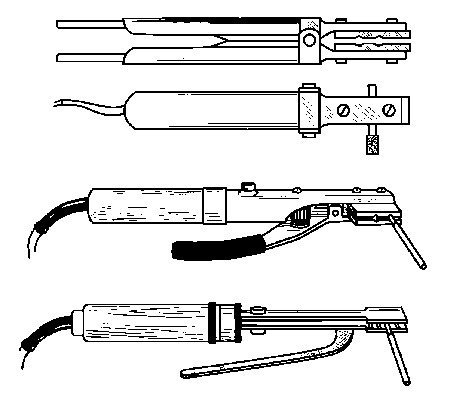 Схематический вид держателей для сварочного аппарата
Схематический вид держателей для сварочного аппарата
Рекомендации по использованию
Применение данной техники является небезопасным, так как это ближайшее место к сварщику, где идет открытый контакт с электричеством. При неправильном использовании можно получить ожог током или даже электрический удар. Держатель сварочного аппарата должен быть выполнен по ГОСТ и не рекомендуется применять самодельные устройства, так как у них могут быть проблемы с изоляцией, сопротивлением и прочими характеристиками.
Вставлять электрод сюда нужно только в отдалении от металлических предметов, чтобы случайно не замкнуть цепь. Расходный материал требуется надежно закреплять, чтобы не было шатания
«Обратите внимание! Закреплять нужно так, чтобы не оставался большой хвост сзади держателя и обмазка не доходила до места контакта.» При залипании нужно как можно быстрее отключиться, открыть зажим, изломать электрод или применить прочий удобный способ
Технические характеристики
Характеристики большинства изделий совпадают с требованиями сварщиков и вполне подходят для большинства видов работ. Помимо универсальных изделий встречаются также более узкоспециализированные, которые имеют сильно отличающиеся характеристики. В среднем все они выглядят следующим образом:
|
Марка |
Характеристики |
| Binzel DE 2400 |
Произведено — Германия Производитель — Binzel Максимальный диаметр расходных материалов — 8 мм Минимальный диаметр расходных материалов — 4 мм Максимальный ток — 500 А |
| Binzel De 2200 Abicor |
Максимальный диаметр расходных материалов — 4 мм Минимальный диаметр расходных материалов — 2 мм Максимальный ток — 250 А Минимальный ток — 10 А Масса – 0,25 кг |
| Binzel De 2200 |
Максимальный диаметр расходных материалов — 4 мм Минимальный диаметр расходных материалов – 1,6 мм Максимальный ток — 250 А Минимальный ток — 10 А Масса – 0,25 кг |
Особенности выбора
Не так уж важно, хотите вы купить держак для сварочного аппарата Esab или от другого производителя, главное определиться с типом. Вилки уже признаны устаревшими и нормально пользоваться ими могут только опытные мастера
Несмотря на свою дешевизну, это преимущество не перевешивает их недостатков. Лучше выбирать держатели в виде прищепок, которые сделают работу проще, быстрее и безопаснее.
В плане характеристик нужно обращать внимание на минимальный и максимальный размер электродов, а также на максимальный ток, с которым он может справиться. Большинство сварочных инверторов для дома обладают такими характеристиками, для которых подходит большая часть держателей
Держак для сварочного аппарата своими руками
Держатель можно изготовит и самостоятельно, при наличии медной проволоки. Данный материал выбирается из-за его высокой температуры плавления. Изготовление происходит по следующим этапам.
- Берется медный провод, на который наматывается мягкая проволока;
- Чтобы уплотнить провод, его обстукивают молотком, чтобы максимально расплющить и он прижался к проволоке;
- Из отдельный прутьев формируется трезубец, который и будет служить контактом держателя;
- Трезубец приваривается к обмотанной части проволоки;
- Часть обмотки изолируется, образуя то место держателя, за которое можно спокойно браться.
Делаем держак для сварки своими руками
В производстве, строительстве и быту электросварка является очень важным процессом
Наряду с выбором электродов и сварочного аппарата необходимо уделять внимание и держателю электродов для сварки. На данный момент существует огромное количество фиксаторов, которые отличаются друг от друга конструкцией, массой и прочим
Кроме того, можно сделать держатель для сварки самому. В этой статье мы поговорим о том, как сделать держак для сварочного аппарата своими руками.
Требования к держателям
Удерживающее приспособление для электродов является очень важным узлом, хоть его конструкция и довольно проста. Далее приведены некоторые требования:
- должна обеспечиваться надлежащая диэлектрическая и теплоизоляционная защита;
- провод должен крепиться надежно;
- должно обеспечиваться надежное удерживание стержней;
- огарок должен легко заменяться на новый стержень.
Заводские модели фиксаторов
Прежде, чем рассматривать самодельный держатель электродов, следует узнать о заводских моделях. Их существует несколько видов.
Цанга
сварочные держатели типа цанга
Очень удобный тип фиксатора, он легкий и компактный. Электрод здесь легко заменяется на новый. Рукоятка цанги хорошо защищает от электрического и температурного влияния. К недостаткам же можно отнести высокую стоимость, ограничение по рабочей силе тока. Нельзя также оставлять короткий огарок, ведь это может повредить рукоятку.
Важно помнить, что при уменьшении длины электрода увеличивается и ток, проходящий по нему
Прищепка
электрододержатель прищепка
Наиболее распространенный тип удерживающих устройств. В зависимости от силы рабочего тока и диаметра электродов держатель может быть разных размеров. Прищепку можно использовать при работе с практически любыми значениями тока. Контакт со стержнем хороший, а при помощи рукоятки можно легко избавиться от огарка. К недостаткам прищепки можно отнести более габаритную конструкцию и более сложный процесс замены электрода.
Вилка (трезубец)
держатель типа вилка
В настоящее время держаки данного типа отсутствуют в продаже, найти их можно разве что на вторичных рынках. Отличается вилка от предыдущих типов своей простой конструкцией. Электрод уходит почти весь, огарки получаются очень короткие. Но, пожалуй, это все плюсы трезубца. Трезубец не соответствует технике безопасности, что обуславливает высокий уровень его травмоопасности. Для того, чтобы достать стержень из вилки, необходимо использовать дополнительные инструменты, например, молоток или плоскогубцы.
Держатели для сварки своими руками. Как сделать держак для сварки?
При должном желании можно изготовить самодельный держак для сварки. Возможно, самодельные модели и уступают заводским по качеству и надежности, но их тоже можно использовать. Такие держатели — достаточно дешевый аналог дорогим фабричным моделям. Здесь мы рассмотрим конструкции самодельных держаков различного типа.
Металлический уголок и стержень арматуры
Такой вариант более эффективен, чем трезубец. Здесь увеличивается контакт стержня с держателем, что положительно влияет на сварочный процесс. Но самодельный держак для электродов такого типа обладает тем же минусом, что и вилка — электрод извлекается трудно.
Вилка с пружиной
Модернизированный вариант вилки. Трезубец (вилку) с пружиной необходимо выполнять из качественной нержавеющей стали, что позволит повысить качество сварочного процесса. Самодельный держатель электродов такой конструкции вместо одного стержня арматуры имеет подпружиненный палец, что облегчает замену огарка на целый электрод.
Основной недостаток данного вида фиксатора заключается в том, что конструкция подразумевает использование более дорогих материалов.
Резьбовой и зажимной цанговые фиксаторы
Резьбовой фиксатор можно изготовить из подручного материала. Процесс изготовления довольно тяжелый. Электрод здесь вставляется в предусмотренное отверстие и прижимается болтом. В зажимном варианте стержень прижимается к держаку подпружиненным фиксатором. Эти держатели обеспечивают хороший контакт, что благоприятно влияет на сварочный процесс, формирование шва, протекание тока.
В заключение
Исходя из информации, предоставленной выше, можно сказать, что сварочный держак своими руками довольно просто сделать. Самодельные фиксаторы менее надежны заводских, требуют аккуратного обращения. Но в то же время это дешевый и простой аналог фабричных моделей. Самодельные держатели, приведенные выше, легко сделать в домашних условиях, ведь для их изготовления не требуется дорогих и сложных деталей, каждый человек может найти все необходимое у себя дома.
[Всего : 2 Средний: 3/5]
Электродержатель
Электродержатель снабжается экраном, защищающим руку сварщика от облучения.
Электродержатель должен иметь гарантируемую изоляцию, исключающую случайный контакт токоведущих частей со свариваемым изделием или руками сварщика, а также высокую механическую прочность и выдерживать не менее 8000 зажимов электродов. Сварщики обязаны работать в исправной сухой спецодежде и рукавицах. При тесных работах в трубопроводах и замкнутых пространствах резервуаров необходимо использовать резиновые галоши и коврики, источники освещения с напряжениями не выше 6 — 12 В.
Электродержатель блокируют с пускателем так, чтобы смена электродов могла производиться только при выключенном токе.
Электродержатели должны быть легкими, удобными в работе, обеспечивать надежное зажатие и быструю смену электродов. Рукоятки электродержателей делают из диэлектрического, огнестойкого малотеплопроводного материала. Электродержатели для трехфазной дуги и сварочного тока более 300 А должны иметь рукоятку с козырьком, защищающими руку сварщика от облучения.
Рукоятка электродержателя должна быть изготовлена из диэлектрического и теплостойкого материала. Переносные провода, подводящие ток к месту сварки, должны быть тщательно изолированы. Для подвода тока к электродам следует применять гибкий кабель в исполнении, предусмотренном для тяжелых условий работы.
Рукоятка электродержателя должна быть изготовлена из диэлектрического и теплостойкого материала. Переносные провода, подводящие ток к месту сварки, должны быть тщательно изолированы. Для подвода тока к электродам следует применять гибкий кабель в исполнении, предусмотренном для тяжелых условий работы.
Рукоятка электродержателя должна быть сделана из несгораемого диэлектрика и теплоизоляционного материала. Применение самодельных электро-держателей запрещается.
Рукоятки электродержателей для ручной сварки должны быть изготовлены из диэлектрического и теплоизолирующего материала, электрододержатели должны обеспечивать надежное зажатие и быструю смену электродов, а также исключать возможность короткого замыкания корпуса электрододержателя на свариваемую деталь при временных перерывах в работе или при случайном его падении на металлические предметы.
|
Эскиз ванны для получения алюминия. |
В электродержателе 8 штатива закреплен круглый угольный анод 5 диаметром 40 — 50 мм, передвигаемый в вертикальном направлении подъемным механизмом штатива. Катодный ящик устанавливается на опорной железной раме 6, от которой изолируется, например, двумя кирпичами и прокладкой из асбестового картона. Анод должен опускаться в центр катодного пространства.
|
Конструкция специального многопроводного тензоввода. |
Сначала нагревают электродержатель до температуры 130 С и пропускают провода, затем засыпают порошок смолы, который плавится в форме ввода и полимери-зуется при температуре 200 С в течение часа. При этом обеспечивается сопротивление изоляции порядка 1012 Ом.
|
Схема установки для электросварки переменным током. |
Не разрешается применять электродержатель с подводящим проводом в рукоятке при силе тока 600 А и более. Электродержатель должен удовлетворять следующим требованиям: иметь надежную изоляцию; обеспечивать быструю смену электрода без прикосновения к токо-ведущим частям; прочно зажимать электрод; быть легким и удобным в работе; иметь простое и надежное соединение со сварочным кабелем. Кроме того, контакты электродержателя не должны сильно нагреваться при прохождении через них тока.
Токоведущие провода к электродержателю подсоединяются механическими зажимами с помощью медных кабельных наконечников, скрепленных болтами.
сварочное оборудование своими руками
Такая вещь как держатель электродов существует немало, в том числе и самодельных. Казалось-бы штука совсем и не хитрая (можно использовать и даже такой наипростейший вариант как три наспех сваренные арматурины), но, думается, нет нужды объяснять что от удобства сварки очень зависит и качество.
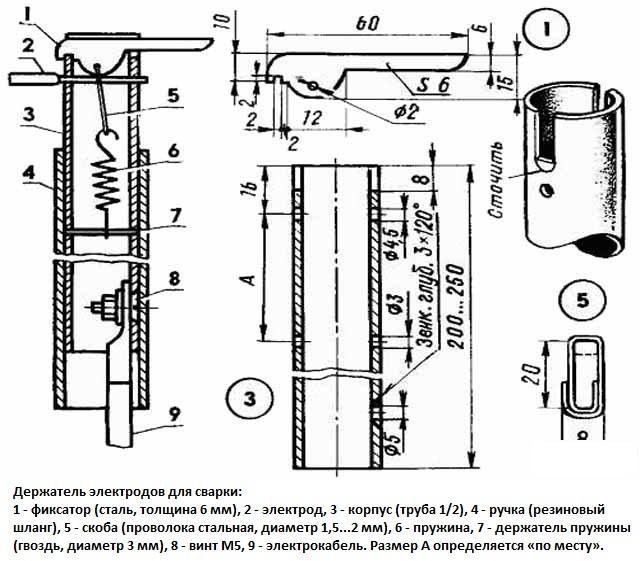
Мною была разработана тоже очень простая модификация электрододержателя, и надеюсь он пригодится и другим.Вот его чертеж:
1 — основание; 2 — болт М8; 3 — кабель силовой; 4 — пластина контактная; 5 — болт М10; 6 — гайка M10; 7 — электрод; 8 — рукоятка (намотка провода ПРППМ2-1,2); 9 — слой прорезиненной изоленты.
Основой держателя служит 300-мм отрезок полудюймовой толстостенной стальной трубы. В 25 мм от одного торца в заготовке выполнено отверстие с резьбой М8 для зажима зачищенного конца силового кабеля от сварочного агрегата (при помощи болта и контактной пластины). В другой торец впрессована (вваривать нет необходимости) обточенная на конус гайка М10 — под болт фиксации электрода. Последний вставляется в сквозное отверстие диаметром 4 мм, предварительно просверленное в 25 мм от этого торца. Оформлена и рукоятка — намоткой виток к витку провода в термостойкой изоляции, закрепленного слоем прорезиненной изоленты.
А.ЗЕЛЕНИН, Краснодарский крайМоделист-конструктор 1999 №6
Вариант второй
Держатель состоит из ручки, двух Г-образных кронштейнов, располагающихся под небольшим углом друг к другу, и зажатых между ними на одной оси роликов. На внутренних сторонах последних имеются по четыре радиальных паза полукруглого профиля. В верхнем положении ролики слегка разомкнуты, а по мере прокручивания они (при приближении к нижнему положению) сходятся все плотнее, образуя гнездо, в котором и зажимается электрод.
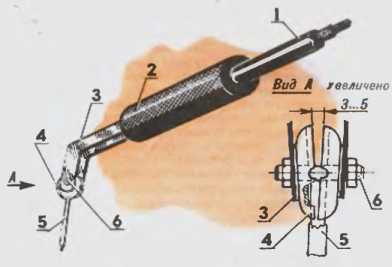
1 — кабель; 2 — ручка (стеклотекстолит, гетинакс или лигнофоль); 3 — кронштейн Г-образный (латунь, 2 шт.); 4 — ролик с четырьмя пазами полукруглого профиля (латунь, 2 шт.); 5 — электрод; 6 — ось (шпилька с раскерненными гайками).
Оставаясь зафиксированным в таком держателе, рабочий электрод в процессе сварки, естественно, расходуется. И при образовании огарка заменяется целым, вставляемым в следующее, свободное гнездо.
Действуя новым электродом как рычагом, поворачивают ролики. Огарок, оказавшись вне зоны сжатия, выпадает из гнезда. А новый электрод, зажатый в нижнем положении, становится рабочим.
В.ЖУК, г. Хмельницкий, УкраинаМоделист-конструктор 1999 №11
Как выбрать держатель для электродов
Выбрать правильный держатель электродов для сварочного аппарата – ответственнейшее занятие, призванное сделать последующую работу сварщика эффективной и безопасной
При выборе следует обратить внимание на следующие параметры:. Важным моментом рабочего функционала должно быть соответствие инструмента используемой в сварочном агрегате силе тока: в случае выбора меньшего по показателю держателя зажим электрода, обгорев, выйдет из строя через день-два – кроме того, использование держателей меньшей силы тока просто небезопасно
Технические характеристики
Важным моментом рабочего функционала должно быть соответствие инструмента используемой в сварочном агрегате силе тока: в случае выбора меньшего по показателю держателя зажим электрода, обгорев, выйдет из строя через день-два – кроме того, использование держателей меньшей силы тока просто небезопасно.
Применение держателя «с запасом», т.е. с несколько большим значением силы тока, чем требуемое, хоть и безопасно, но не всегда удобно при длительных работах или неудобных условиях их проведения: больший ампераж способствует конструктивному увеличению массы и габаритных размеров инструмента.
Габаритные размеры
Для комфортной работы держатель электродов должен обладать максимальной компактностью и легким весом: лишние граммы никак не скажутся на проведении краткосрочных работ, а вот при длительных сварочных процессах, требующих особого внимания и аккуратности, громоздкий и тяжелый инструмент вызовет у мастера лишь дискомфорт и излишнее мышечное напряжение.
Если стоит вопрос выбора из нескольких моделей, обладающих одинаковыми рабочими характеристиками, следует отдать предпочтение более легкому и миниатюрному держателю электродов.
 Зачастую очень неидеальные рабочие условия использования (слишком высокие или низкие температуры, пылевые загрязнения, влажность и т.д.) должны быть в полной мере скомпенсированы высокой надежностью держателя для электродов.
Зачастую очень неидеальные рабочие условия использования (слишком высокие или низкие температуры, пылевые загрязнения, влажность и т.д.) должны быть в полной мере скомпенсированы высокой надежностью держателя для электродов.
Корпус держателя (рукоять и изолирующие накладки), как правило, выполняется из прочного пластика с высокими изолирующими характеристиками. Профессионалы предпочитают инструмент с массивным литым зажимом, поскольку пластинчатые наборные губки более подвержены выходу из строя. И безоговорочной надежностью отличается винтовой держатель, резьбовая фиксация которого способствует однозначному положению электрода.
Ценовая категория предлагаемых ассортиментом магазинов держателей очень различна и может варьироваться от 100 до 15000 рублей (если говорить о брендовых проточных держателях зарубежного производства). Следует понимать, что дешевые модели принципиально не могут отличаться надежностью, качеством используемых материалов и продуманностью конструкции и, в любом случае, не рассчитаны на длительное активное использование в несколько смен профессиональными мастерами. Зато такой инструмент может вполне устроить сварщика-любителя для выполнения каких-то разовых работ. С другой стороны, дорогой профессиональный инструмент рассчитан на серьезное использование и значительные нагрузки, а бытовому мастеру не имеет смысла вкладывать в него капиталы.
К дополнительным рекомендациям можно отнести совет по приобретению запасного сварочного держателя, который мог бы прийти на помощь в случае внезапной поломки основного.
Следует помнить, что использование держателя электродов для сварочного аппарата подразумевает не только непосредственное его применение при выполнении сварочных работ, но и правильный уход за ним. Необходимо содержать зажим электрода в чистоте для обеспечения максимально плотного контакта губок с электродом – это избавит их от подгорания, и держатель прослужит долгое время.
Сварочный держак своими руками
Конструкция некоторых моделей держаков настолько проста, что многие мастера предпочитают их не покупать, а сделать эти устройства самостоятельно. Речь идет о держаках типа «вилка». Такие держаки считаются классикой сварочного дела, и их изготовление занимает буквально считанные минуты.
 Самодельный держатель электродов — схема
Самодельный держатель электродов — схема
Чтобы изготовить такой держак, потребуется один прут рифленой арматуры длинной в один метр, кусок толстого резинового шланга (как вариант – ручка от велосипедного руля), болт М10 с двумя шайбами и гайками. Прут арматуры разрезается на три мерных куска, причем, один должен кусок должен быть чуть длиннее двух других. К нему приваривается болт, резьбой наружу, а затем — два оставшихся куска, так, чтобы образовался трезубец.
Со стороны болта на конструкцию натягивается резиновый шланг. На болт надевается шайба, подсоединяется кабель, затем надевается вторая шайба, закрепляется гайкой и законтривается второй гайкой. Зубцы «вилки» зачищаются напильником для обеспечения лучшего контакта с электродом. Держатель готов к работе. Его недостатком будет слабая защищенность сварщика от токонесущих частей, затрудненность освобождения от огарка, окисление арматуры.
Некоторые мастера вместо арматуры используют стальной уголок, а в качестве прижимного элемента самостоятельно изготавливают пружину в два витка, которая обеспечивает надежную фиксацию стержня. На ребрах уголка можно сделать небольшие пропилы для установки электродов под разными углами.
Видео по теме: Держатель электрода — варианты
Подборка вопросов
- Михаил, Липецк — Какие диски для резки металла использовать?
- Иван, Москва — Какой ГОСТ металлопроката листовой стали?
- Максим, Тверь — Какие стеллажи для хранения металлопроката лучше?
- Владимир, Новосибирск — Что значит ультразвуковая обработка металлов без применения абразивных веществ?
- Валерий, Москва — Как выковать нож из подшипника своими руками?
- Станислав, Воронеж — Какое оборудование используют для производства воздуховодов из оцинкованной стали?
Держатели электродов ручки
| Внешний вид | Код | Описание | |||

|
FT 3000 |
Инструмент электрохирургический Force TriVerse
Только для энергетической платформы Force Triad.• Позволяет использовать монополярный режим Valleylab• Трехкнопочное управление резанием, коагуляцией и режимом гемостатической диссекции Valleylab• Бегунок изменения мощности на инструменте • Имеет электрод-лезвие с шестигранным фиксатором и антипригарным покрытием EDGE• Допускают использование со всеми стандартными электродами посадочного диаметра 2.4 мм• Комплектуется держателем инструментов • Кабель 3 м • Вилка кабеля с маркировкой для автоматического распознавания инструмента
|
|||
|
FT3000DB |
Инструмент электрохирургический Force TriVerseТолько для энергетической платформы Force Triad.• Позволяет использовать монополярный режим Valleylab• Трехкнопочное управление резанием, коагуляцией и режимом гемостатической диссекции Valleylab• Бегунок изменения мощности на инструменте• Имеет электрод-лезвие с шестигранным фиксатором и антипригарным покрытием EDGE• Допускают использование со всеми стандартными электродами посадочного диаметра 2.4 мм• Комплектуется держателем инструментов• Кабель 4,6 м• Вилка кабеля с маркировкой для автоматического распознавания инструмента |
||||

|
E2100 |
Электрохирургическая ручка многоразовая с клавишным самоочищающимся управлением (желтая кнопка активирует режим «Резание», синяя – режим «Коагуляция»). В комплекте с ручкой поставляется стальной электрод-лезвие. Ручка и кабель выполнены из силикона и могут подвергаться автоклавированию при 121°С. Ручка оснащена трехштырьковой вилкой. Для всей серии коагуляторов фирмы Valleylab и других коагуляторов, использующих трехштырьковую вилку, включая ERBE VIO и MARTIN MAXIUM. |
|||
| E2100E |
Полный аналог ручки Е2100, однако оснащена одноштырьковой вилкой для присоединения к коагуляторам фирмы Erbe серии ERBE VIO, MARTIN MAXIUM серии АСС/ICC и другим коагуляторам, использующим одноштырьковую вилку. |
||||

|
E2515 |
Электрохирургическая ручка обрабатываемая с клавишным управлением (желтая кнопка активирует режим «Резание», синяя – режим «Коагуляция»). В комплекте с ручкой поставляется стальной электрод-лезвие. Ручка и кабель выполнены из ПВХ и могут подвергаться холодной обработке (дезинфектантами, озоном, параформом и др.). Ручка оснащена трехштырьковой вилкой. Для всей серии коагуляторов фирмы Valleylab и других коагуляторов, использующих трехштырьковую вилку, включая ERBE VIO и MARTIN MAXIUM. |
|||

|
VL2600E |
Полный аналог ручки Е2515, однако оснащена одноштырьковым разъемом. Для коагуляторов фирмы Erbe серии ERBE VIO, MARTIN MAXIUM серии АСС/ICC и других коагуляторов, использующих одноштырьковую вилку. | |||

|
E2520H | Электрохирургическая ручка для аргоноплазменной коагуляции. Оснащена выдвижным и съемным электродом-лезвием. Клавиши управления: желтая кнопка активирует режим «Резание», синяя – режим «Коагуляция». Кнопка у основания ручки позволяет отключать подачу аргона. Ручка оснащена трехштырьковой вилкой для подключения к блоку подачи аргона, каналом для подачи аргона с бактериально-вирусным фильтром и коннектором для присоединения к коагулятору. |
.