Обзор классификаций и видов сварки
Содержание:
- Дополнительные методы сварки
- Типы сварочных процессов
- Инверторы
- Виды сварочных аппаратов
- Полуавтоматы и их характеристики
- Описание сварочных инверторов
- Что собой представляет метод электродуговой сварки
- Преимущества и недостатки
- Технология выполнения работ
- Главные характеристики инверторных аппаратов
- Сварочное оборудование
- Виды сварочных аппаратов
- Как выбрать сварочный аппарат для электросварки
Дополнительные методы сварки
Плазменная сварка.
На сегодня (в основном в промышленном производстве) используются следующие методы сварки металлов.
Метод плазменной сварки
Этот промышленный метод имеет следующие способы сварки:
- тепло выделяется за счет плазменной струи, которая получается в результате ионизации воздуха между электродами;
- два электрода помещаются в плазмотрон.
Вышеуказанные способы применяют для резки металлов, нежели для сварки.
Метод контактной сварки
При использовании этого метода сварки соединенные части металла соприкасаются между собой, разогреваются до деформации, а потом сжимаются обратно. Контактная сварка имеет следующие разновидности:
- точечная технология сварки;
- стыковая технология сварки;
- рельефная технология сварки;
- шовная технология сварки.
Рассмотрим более подробно каждую из них.
Технология точечной сварки
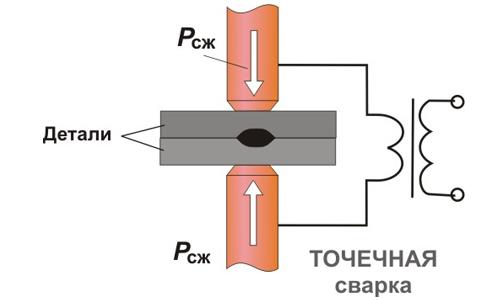
Схема контактной сварки.
Данный вид работ выполняется с помощью аппарата конденсаторной сварки путем накладывания друг на друга заготовок и зажимания между двумя электродами, при этом подавая малый ток и значительное напряжение.
Таким образом, между заготовками получается сварная точка. При контактной сварке нужно хорошо подготовить поверхность для работы. Сварка производится в ручном и автоматизированном режимах и пригодна для любых видов металла.
Технология рельефной сварки
Это сварочный процесс, соединяющий заготовки одновременно в нескольких точках. Данная технология подобна точечной сварке. Они отличаются тем, что рельефная сварка зависит от формы свариваемой поверхности, а точечная — от рабочей зоны электрода.
Достоинства:
- соединение деталей производится в нескольких точках одновременно;
- получается надежный сварочный шов.
Машина рельефной сварки используется для крепления отдельных деталей в автомобилях, для соединения метизов. Этот метод применяется в радиоэлектронике для соединения мелких схем.
Аппараты для сварки враструб
Область применения — сварка пластиковых труб и оцинкованных изделий диаметром не менее 16 мм и не более 125 мм. Существуют следующие типы этих аппаратов:
- Аппараты для ручной работы с трубами мини-размеров и диаметров (способ муфтовой сварки).
- Автоматизированные аппараты для работы с тубами больших диаметров.
Магнитопроводный сварочный аппарат из электродвигателя — самодельный аппарат, использовавшийся в прошлом веке. Для его изготовления для начала потребуется схема, согласно которой будут соединяться все детали между собой. Также нужно выбрать подходящие материалы в нормальном состоянии. Основными комплектующими для сборки этого аппарата для сварки являются:
- корпус асинхронного электродвигателя небольшой мощности;
- магнитопровод;
- киперная лента;
- электрокартоновые круги;
- эмаль-провод сечением 7,5 мм2;
- шина прямоугольная сечением 25 мм2.
https://youtube.com/watch?v=tf5-uJ_pn-o
В корпусе двигателя размещается магнитопровод, с двух сторон закрытый кругами из электрокартона и обмотанный киперной лентой. Потом выполняются первичная (эмаль-проводом) и вторичная (медной прямоугольной шиной) обмотки.
Максимальный выход тока в первичной обмотке — 25А, а во вторичной — 200А. При сварке в течение 30 минут сварочный аппарат переменного тока нагревается максимум до 70º С. Главный недостаток в том, что потребляется большая мощность при сварке.
Типы сварочных процессов
Наиболее простой, доступный и самый распространенный тип сварки – это ручная дуговая сварка, или по-английски – ММА — Manual Metal Arc. Основным элементом в этом случае является электрод, покрытый порошкообразной смесью различных компонентов. Основное назначение электрода – поддержание устойчивого горения дуги и повышение качества сварки. Схематично ручную дуговую сварку можно представить следующим образом.

Суть данного типа сварки заключается в том, что детали свариваются расплавлением своих кромок и расплавления ядра электрода. Качество сварки зависит от квалификации сварщика, поскольку ему приходится выполнять сразу два действия – подавать электрод в зону сварки и продвигать его по свариваемым кромкам. В ручной дуговой сварке используются сварочные аппараты, работающие на переменном токе, т.н. трансформаторы, и аппараты, работающие на постоянном токе, или выпрямители. В последнее время большое распространение получили инверторные аппараты для сварки. Более подробно мы их рассмотрим чуть позже.
Следующим типом сварки является сварка в среде инертных газов, или по-английски – MIG\MAG. MIG — это «Metal — Inert – Gas», т.е. сварка металла в среде инертного газа (обычно аргон). MAG – это « Metal — Active – Gas», т.е. сварка в среде активного газа (углекислый газ).Схематично она выглядит следующим образом.
 Суть метода заключается в том, что дуга появляется между электродом (сварочная проволока) и материалом под воздействием постоянного тока. Одновременно в зону горения подается газ, который защищает и дугу и зону горения от кислорода, который является главным «врагом» при сварочных работах, поскольку окисляет сварочный шов и ухудшает его качество. Данный способ сварки относится к полуавтоматическим видам сварки, поскольку и газ, и проволока подаются в зону сварки автоматически. Но вот непосредственно сварку осуществляет все-таки человек. К достоинствам этого типа сварки относится высокая скорость работы, отличное качество сварочного шва, возможность сварки тонких изделий, возможность сварки изделий из нержавеющей стали, алюминия. А недостаток, вероятно, только один. Сам сварочный аппарат очень компактный, а вот баллон с газом, напротив, большой и тяжелый. Тем не менее, этот способ сварки пользуется большой популярностью.
Суть метода заключается в том, что дуга появляется между электродом (сварочная проволока) и материалом под воздействием постоянного тока. Одновременно в зону горения подается газ, который защищает и дугу и зону горения от кислорода, который является главным «врагом» при сварочных работах, поскольку окисляет сварочный шов и ухудшает его качество. Данный способ сварки относится к полуавтоматическим видам сварки, поскольку и газ, и проволока подаются в зону сварки автоматически. Но вот непосредственно сварку осуществляет все-таки человек. К достоинствам этого типа сварки относится высокая скорость работы, отличное качество сварочного шва, возможность сварки тонких изделий, возможность сварки изделий из нержавеющей стали, алюминия. А недостаток, вероятно, только один. Сам сварочный аппарат очень компактный, а вот баллон с газом, напротив, большой и тяжелый. Тем не менее, этот способ сварки пользуется большой популярностью.
Следующий тип сварки – аргонно-дуговая сварка. В английской терминологии TIG: «Tungsten — Inert – Gas», т.е. сварка вольфрамом в инертном газе. Ее можно отнести к разновидности MIG\MAG сварки.
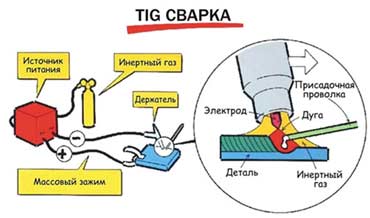
Этот тип сварки выделяют в отдельный, поскольку он обладает определенными достоинствами, которых нет в других типах сварки. К ним относятся: простота процесса, можно варить любые виды металлов и сплавов, отсутствие шлака.
В данном типе сварки могут использоваться или вольфрамовый нерасплавляемый электрод, и тогда процесс сварки очень напоминает процесс пайки присадочной проволоки к соединяемым деталям, или плавящийся электрод, и тогда это MIG\MAG сварка.
Инверторы
Данные типы сварочных аппаратов являются оборудованием, обеспечивающим надежное и качественное соединение металлов. Инверторы — достаточно востребованные агрегаты, как среди профессионалов, так и среди домашних мастеров благодаря небольшой массе, компактным размерам, высокому качеству сварки и доступной цене.

Отличительные особенности
Отличительной особенностью инверторов является то, что ток, начиная от входа в аппарат и заканчивая выходом из него, подвергается нескольким преобразованиям:
- переменный ток, поступающий из электросети или генератора, попадает на первичный выпрямитель, где он преобразуется в постоянный;
- далее, постоянный ток, проходя через инверторный блок, состоящий из группы транзисторов, становится снова переменным, но уже с повышенной частотой колебаний (десятки килогерц);
- высокочастотный ток попадает на понижающий трансформатор, где одновременно с понижением напряжения в разы возрастает сила тока;
- ток попадает на вторичный выпрямитель, установленный уже на выходе агрегата, где он преобразуется снова в постоянный, после чего направляется на электрод.
Аппараты оснащаются тепловой защитой, защитой от скачков сетевого напряжения, функцией “горячего старта” и защитой от прилипания электрода.
Сфера применения
Сварочные инверторы применяются как для электродуговой сварки (ММА) штучными электродами, так и для сварки методами TIG, MIG и MAG в составе полуавтоматических станций. Такая возможность появляется, если подсоединить к нему механизм протяжки проволоки (с блоком управления), который можно купить в Китае. Но чаще всего инверторы используются как переносные ММА-агрегаты на стройке, при проведении ремонтных и монтажных работ, для сварки проводов, а также в бытовой сфере для соединения металлов.
Плюсы и минусы
Инверторы являются универсальными в своем использовании агрегатами, применяемыми как для стыковой сварки, так и для соединения деталей внахлест, и имеют следующие положительные характеристики:
- повышенный КПД (до 95%);
- компактные размеры и небольшая масса (4-10 кг), позволяющие без труда транспортировать аппарат;
- высокое качество сварки благодаря большому количеству настроек;
- устойчивость электрической дуги;
- можно использовать в качестве сварочника для медных проводов;
- с данным оборудованием могут работать новички;
- с аппаратом можно использовать все типы электродов;
- ПН у инверторов достигает 80%.
Недостатки инверторов, тем не менее, довольно ощутимы.
- Высокая цена на агрегат.
- Дорогой ремонт. Ремонт вышедшего из строя блока IGBT обойдется в половину стоимости нового инвертора.
- Чувствительность к запыленности помещения. Пыль, оседая на радиаторы транзисторов, значительно уменьшает теплоотдачу, вследствие чего они перегреваются.
- При низких температурах на электронных платах образуется конденсат, из-за которого они могут перегореть.
Виды сварочных аппаратов
Сварочный трансформатор.
Основная задача сварочного трансформатора состоит в понижении входного напряжения и регулировки тока для сварки. Конструкция данного аппарата, собственно, и представляет собой трансформатор. Первичная обмотка подключается к сети, к вторичной обмотке подключаются электроды и объект сварки. Ток для сварки изменяется или с помощью перемещаемых катушек, или магнитными шунтами, или используется витковое (ступенчатое) регулирование. К недостаткам данного типа аппаратов относится большой вес, внушительные габариты, невысокий КПД.
Сварочный выпрямитель.
Служит для преобразования переменного тока сети в постоянный ток для сварки. Состоит из трансформатора, блока вентилей, дросселя. Для изменения тока сварки используются перемещаемые обмотки, обмотка, разделенная на секции, дроссель насыщения. Более эффективно подключение к трехфазной сети, и, как следствие, использование трехфазной мостовой схемы выпрямителя. В этом случае дуга горит более ровно, соответственно, и качество сварки выше.
Сварочный генератор.
Используется как мобильный сварочный аппарат, в местах, где нет возможности подключения к электрической сети. Состоит из двигателя внутреннего сгорания, генератора постоянного тока, устройства регулирования сварочного тока. Принцип работы сварочного генератора состоит в преобразовании механической энергии вращения вала двигателя внутреннего сгорания, в электрический ток, который позволяет создать и поддерживать устойчивое горение дуги сварки.
Сварочный инвертор.
Это наиболее современный вид сварочных аппаратов. Принцип работы инвертора состоит в следующем. Входное напряжение 220 В преобразуется из переменного в постоянное, а затем вновь в переменное, но высокочастотное – до 200 кГц. Преобразование и регулирование электроэнергии производится модулятором на основе широтно-импульсной модуляции. Основой модулятора является или биполярный транзистор с изолированным затвором (схема IGBT), или полевой транзистор на основе перехода металл-оксид-полупроводник (схема MOSFET). Далее, после трансформатора, высокочастотное напряжение выпрямляется и поступает на дугу. Всеми преобразованиями и слежением за параметрами занимается микропроцессор. Достоинствами инвертора являются – низкое электропотребление, стабильный сварочный ток, высокие возможности регулирования процесса сварки, возможность использования различных видов сварки, качественный сварной шов. Мы постарались донести до вас информацию о сварочных аппаратах. Если вы хотите узнать, что-то большее о сварке пишите нам, мы обязательно о том напишем.
Полуавтоматы и их характеристики
Сварочный аппарат данного типа работает на постоянном или импульсном электрическом токе с использованием защитных газов. Есть возможность по необходимости применить специализированную проволоку, которая не требует использования газов.
Такой агрегат работает за счет выхода электродной проволоки через гибкий шланг, расположенный в держателе. Параллельно с проволокой идет подача и газов (аргона, углекислого газа или их смесей). Даже если нет баллона с газом, то это не будет препятствовать эксплуатации аппарата, так как защитная проволока может работать и без него.
Плюсы полуавтоматов заключаются в следующем:
Схема устройства сварочного полуавтомата.
- получаемый шов отличается высоким качеством;
- во время сварки разбрызгивание металла минимально;
- такая техника имеет высокий показатель производительности;
- при необходимости есть возможность сваривать листы тонких металлов.
Чаще всего полуавтоматы можно встретить в автомастерских, так как они отлично справляются с ремонтом машин. Работая с кузовом, они обеспечивают высокую устойчивость к такому негативному моменту, как коррозия. При этом прочность имеет высокий уровень. Одним из положительных моментов также является то, что по окончании сварки, на шве нет образования окалин флюса, значит, затрачивать время на дополнительную очистку стыков не нужно.
Описание сварочных инверторов
Впервые такие агрегаты появились в 70-е годы прошлого века. От трансформаторных аппаратов они отличаются своим способом преобразованием тока (инвертированием). Переменный ток в инверторе от обычной сети поступает в выпрямитель, а затем переходит в постоянный. Затем постоянный ток опять переходит в переменный частотой в 20−50 кГц. Далее переменное напряжение понижается в инверторном блоке до 90 В, сила тока повышается до 200 А.
Высокочастотные трансформаторы очень небольшие, а вот в обычных аппаратах трансформатор может весить намного больше. Сварочные инверторы компактные и удобные в плане применения и невероятно популярны.
Что собой представляет метод электродуговой сварки
Электродуговую сварку выполняют с обязательным использованием источника большого тока, который при этом отличается невысоким напряжением. Такое напряжение одновременно подается как на сварочный электрод (один контакт), так и на свариваемую заготовку (второй контакт). В результате взаимодействия заготовки и электрода между ними образуется электрическая дуга, именно за счет нее и происходит плавление кромок соединяемых деталей. Использование такой дуги, которая и необходима для преобразования энергии электрического тока в тепловую, позволяет получать в зоне электродуговой сварки температуру порядка 5000 градусов, которой вполне достаточно для того, чтобы расплавить любые из известных человечеству металлов.
Технология электродуговой сварки предполагает одновременное плавление металла электрода и соединяемых деталей, за счет которых и формируется так называемая сварочная ванна. Именно в данной ванне и протекают все процессы, характерные для сварки: металл электрода взаимодействует с металлом соединяемых деталей, образуется шлак, который поднимается на поверхность расплавленной сварочной ванны и формирует защитную пленку.
Электродуговая сварка может выполняться электродами двух типов:
- не плавящимися в процессе получения сварного соединения;
- плавящимися.

Электроды для ручной дуговой сварки
Когда для электродуговой сварки используется неплавящийся электрод, для формирования сварного шва применяют специальную присадочную проволоку, вводимую в зону действия электрической дуги. При использовании электродов плавящегося типа, которые сами и формируют сварочный шов, в присадочной проволоке нет необходимости.
Чтобы электродуговая сварка проходила с высокой устойчивостью и дуга не гасла, в состав плавящихся электродов добавляют специальные присадки. Это может быть натрий, калий или другие элементы, отличающиеся хорошей степенью ионизации. Для защиты сварного шва от окисления могут использоваться различные газы:
- аргон;
- углекислый газ;
- гелий.
Для выполнения сварки с формированием электрической дуги использоваться может как постоянный, так и переменный ток. В большинстве случаев применение постоянного тока является более предпочтительным, так как это дает возможность минимизировать степень разбрызгивания расплавленного металла.
Преимущества и недостатки
Выделяющимися особенностями техника от ТМ «Страт» не обладает, но в ней, как и во многих других вариантах, есть свои сильные стороны:
- доступная стоимость;
- легкость и компактность;
- защищенность корпуса от попадания влаги и пыли при работе в закрытых помещениях и на открытых площадках;
- поставка необходимых аксессуаров в комплекте с инвертором;
- обеспечение приемлемого качества сварки различных металлов;
- выбор моделей с различными параметрами.
К недостаткам продукции бренда относят:
- короткие провода плохого качества;
- малую силу тока, которой может не хватать, особенно при скачках напряжения, что грозит частым залипанием электродов;
- сильную зависимость от параметров сети, что говорит о слабой работе стабилизатора.
В отличие от других бюджетных моделей, здесь наблюдается мало поломок, которые происходят уже после окончания гарантийного срока. Несмотря на некоторые недостатки, техника достаточно надежно работает.
Технология выполнения работ
В тех случаях, когда для эффективного соединения металлоизделий требуется сварочный аппарат-автомат, чаще всего сварку выполняют не с использованием электродов, а при помощи специальной присадочной проволоки, которая наматывается на специальную катушку. Этот материал находится в подающем механизме и подаётся при необходимости в область создаваемого шва за счет роликовой системы. Возможен и автоматический способ подачи, если есть электрический двигатель.
Механизм, в котором располагается присадочная проволока, обеспечивает ее перемещение и выпрямление, после этого она поступает в мундштук, а оттуда — к сварочной дуге.
 А также в мундштуке располагается специальный контакт, проводящий электроток. Он находится в постоянном взаимодействии с присадочной проволокой, обеспечивая тем самым создание сварочной дуги. Сам контакт и дуга располагаются на небольшом расстоянии друг от друга. Из-за этого перемещение присадочной проволоки напоминает собой технологию работы с коротким электродом, когда последний сохраняет на протяжении всего процесса одинаковую длину.
А также в мундштуке располагается специальный контакт, проводящий электроток. Он находится в постоянном взаимодействии с присадочной проволокой, обеспечивая тем самым создание сварочной дуги. Сам контакт и дуга располагаются на небольшом расстоянии друг от друга. Из-за этого перемещение присадочной проволоки напоминает собой технологию работы с коротким электродом, когда последний сохраняет на протяжении всего процесса одинаковую длину.
Сварочная зона имеет довольно большую площадь, особенно если используются автоматы марки Ляйстер. Вследствие этого, даже при работе с электротоком высокой плотности, последний можно направлять на расплавление металла, не беспокоясь насчёт перегрева проволоки или оборудования. Автоматические аппараты для сварки Ляйстер в состоянии обеспечить равномерное поступление проволоки, благодаря надежному подающему устройству. Это избавляет оператора от необходимости делать поправку на дугу, склонную менять свою длину.
Из предлагаемых сегодня решений на рынке довольно интересными являются автоматы от компании Твинни Т, которые отличаются от конкурентов способностью зажигать дугу самостоятельно, не вступая во взаимодействие с соединяемыми заготовками.
Если будут выполняться технологические требования к проведению работ при помощи автомата, то возможно решение следующих задач:
- Осуществлять точную настройку скорости подачи присадочной проволоки с учетом рабочего напряжения дуги и ее размера. Присадочный материал будет подаваться в зону сварки с той же скоростью, с которой осуществляется ее плавление при условии, что сварочная дуга имеет нормальные рабочие параметры. Аналогичным образом, в случае уменьшения размеров дуги, проволока также будет уменьшаться, поддерживая стабильность дугового напряжения.
- Если, ввиду возникших обстоятельств, длина дуги станет больше, то проволока автоматически начнет подаваться с увеличенной скоростью, что позволит скорректировать размер дуги и ее напряжение до нормативных показателей. Иными словами, автомат будет в течение всего сварочного процесса поддерживать оптимальные рабочие параметры дуги и корректировать их до нормальных значений без дополнительного расхода присадочной проволоки.
- При использовании автомата для сварки можно нормализовать работу после короткого замыкания. Если описанное явление приведет к неожиданному исчезновению напряжения, то проволока сразу же перемещается назад, удаляясь от свариваемой конструкции. Иными словами, благодаря автомату, моментально происходит изменение направления ее движения.
- Но как только подача энергии возобновляется, проволока вновь начинает движение к соединяемым элементам и с целью уменьшения напряжения холостой дуги накоротко замыкает в момент касания свариваемых конструкций. Одновременно с этим загорается и сварочная дуга. Если этого не происходит, то проволока повторно движется в зону сварки. Затем она принимает исходное положение, после чего дуга восстанавливает свои нормальные рабочие параметры.
Таким образом, благодаря сварочному автомату можно в течение всего рабочего процесса обеспечивать стабильность рабочих параметров дуги, что является практически невыполнимой задачей при проведении работ вручную.
Главные характеристики инверторных аппаратов
В этих характеристиках нужно хорошо разбираться. Они помогут вам и в работе с инвертором, и в выборе аппарата при его покупке с учетом вашего опыта, рабочих планов и толщины вашего кошелька.
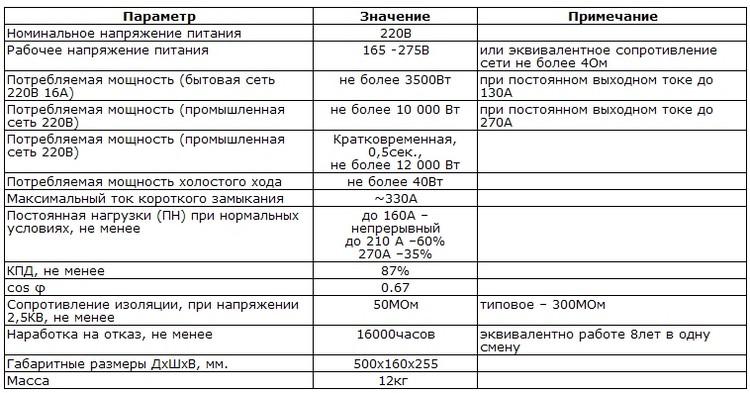 Характеристики инвертора.
Характеристики инвертора.
Параметры для сварочного аппарата инверторного типа следующие:
- Сетевое напряжение от стандартной электрической сети, на котором может функционировать инвертор. Обычно это два значения: 380В и 220В. Для дома выбирают аппараты, работающие с напряжением в 220В.
- Тип тока, получаемый на выходе инвертора.
- Параметры тока на старте. От этих величин зависит качество и спецификации электродов. Если точнее, то диаметр электродов.
- Мощность аппарата, от которой будет зависеть сила сварочного тока на выходе для сварочной дуги.
- Легкость розжига сварочной дуги, которая зависит от показателя напряжения холостого хода.
- Диаметры электродов, которые должны использоваться на конкретном инверторе.
- Нижний и верхний уровень силы тока, получаемого на выходе устройства.
- Габариты аппарата – размеры и вес. Помним правило: чем меньше габариты, тем меньше мощность устройства, тем ниже будет сила тока на выходе. Если вас интересует инвертор с широкими функциональными возможностями, уберите критерий «компактность» из числа самых первых.
Именно такие новые функции делают возможной сварку высокой сложности людьми без особого профессионального опыта.
- «Горячий старт» – это подача дополнительного электрического заряда на электрод, что в значительной степени облегчает поджиг сварочной дуги.
- «Антизалипание» – важнейшая функция в особенности для новичков в сварочном деле. При малейших признаках залипания электрода подача тока на него автоматически понижается.
- «Форсаж дуги» – автоматическая подача тока большей силы, если электродный конец находится в нежелательной близости с поверхностями свариваемых металлических заготовок.
Сварочное оборудование
К ним относятся:
- наличие специального устройства для контроля силы тока;
- обеспечение отсутствия нарушений в работе устройств при замыканиях;
- наличие возможности холостого хода с поддержанием дуги, в случае если сварочная цепь будет разомкнута;
- аппарат должен быть наделён высокими динамическими возможностями, то есть после короткого замыкания иметь возможность быстро восстановиться;
- хорошие внешние показатели.

Более простое оборудование для ручной дуговой сварки, которое подойдет для использования в домашних условиях, будет отличаться парой свойств. Во-первых, сложные и простые агрегаты будут отличаться максимальными показателями сварочного тока. А во-вторых, будет разным рабочее время — на его протяжении в цикле и будет вырабатываться этот максимальный сварочный ток.
Генераторы
Сварочный генератор работает с характеристиками постоянного тока, способными обеспечить стабильное горение дуги для сварки. В его состав входят статор с магнитными полюсами и якорь с коллекторами и обмоткой. Когда якорь вращается в магнитном поле, которое создают полюса статора, в обмотках начинает появляться переменный ток, а коллекторы преобразуют его в постоянный.
В первом случае движение якоря сопровождается электродвигателем. Он расположен с ним на одном и том же валу. Это оборудование будет называться «сварочный преобразователь». В аппаратах для сварки вращающим устройством выступает двигатель ВС (внутреннего сгорания). Их преимуществами является возможность осуществлять соединение деталей без внешних источников электричества.
Выпрямители
Выпрямитель — это источник питания, который состоит из регулирующего устройства, блока выпрямителей и трансформатора. В основе его действия лежит питание электрической дуги постоянным током, который протекает по звену первичной обмотки и блоку кремниевых или селеновых выпрямителей. Чтобы получить падающую внешнюю характеристику, аппараты часто дополняются ещё одним дросселем. Стандартно сварочные выпрямители производятся по трехфазной схеме, так как у неё есть свои преимущества в виде большого числа пульсаций напряжения, для равномерной нагрузки самой цепи.
Трансформаторы
Это оборудование для дуговой сварки создано для обеспечения устойчивости электрической дуги. Это значит, что трансформаторы обязательно должны иметь соответствующие параметры. По стандарту, это падающая характеристика, ведь многие трансформаторы используются в том случае, когда нужна аргонодуговая сварка или сварка под флюсом.
В России промышленный ток установлен на отметке 50 Гц. Трансформатор обеспечивает преобразование высокого напряжения в более низкое, до того уровня, пока оно не будет соответствовать сварке. Вторичный показатель напряжения, учитывая холостой ход, равен 60-75 В. На малом токе 65-100 А. Чтобы дуга была стабильной, желательно использовать напряжение 75-80 В.
Виды сварочных аппаратов
Название электросварка говорит само за себя, то есть, для соединения двух металлических элементов требуется электрический сварочный аппарат. Производители сегодня предлагают агрегаты, работающие от напряжения 220 или 380 вольт. Некоторые модели на выходе выдают постоянный ток, другие переменный.
Трансформаторы
Еще совсем недавно это был практически единственный аппарат, с помощью которого производилась сварка. Выдает он только переменный ток, при этом полярность агрегата в процессе сварки постоянно меняется, что очень неудобно. Это выражается тем, что сварочная электрическая дуга все время скачет. Поэтому ее тяжело контролировать, во время сварки получается огромное количество искр. Отсюда и низкое качество сварочного шва, поэтому такими сварочными аппаратами могли работать только профессионалы с большим опытом.
Использовали их для сварки только черных металлов. Конструкция трансформатора проста – это два трансформатора понижающего типа с возможностью настройки выходного тока. Правда, диапазон настроек мал, регулировка не самая тонкая. Зато ломался этот агрегат редко, да и его ремонт не сложен.
Большой минус сварочных трансформаторов – большой их вес. Даже самый маломощный прибор весит не меньше 50 кг. А что говорить о промышленных образцах, которые весили не меньше 100 кг. Еще один отрицательный момент – это проседание напряжения в питающей электрической сети, особенно когда производится розжиг электрода. Всем известно, что скачки напряжения негативно сказываются на современных бытовых приборах, напичканных электроникой. Поэтому сегодня сварочные трансформаторы – редкость в частных домах и на дачах. И даже если они у кого-то присутствуют, то практически не используются и держатся хозяевами на всякий случай.
Выпрямители

В принципе, это тот же сварочный трансформатор, в конструкцию которого установлен выпрямляющий блок. Выпрямители часто называют сварочными трансформаторами постоянного тока. На выходе у выпрямителей получается постоянный ток, что упрощает процесс сварки. Электрическая сварочная дуга получается стабильной, но опыт проведения работ все же необходим. Как и трансформатор, выпрямитель прост в конструкции, ломаться здесь, в принципе, нечему.
Из недостатков можно подчеркнуть:
- Большой вес;
- Мощность на выпрямляющем блоке теряется;
- Просадка напряжения во время розжига и в процессе работы;
- Напряжение скачет не только у хозяина агрегата, но и у соседей.
- Цена больше, чем у трансформатора.
Инверторы

Как только эти сварочные приборы появились в магазинах, подступиться к ним было невозможно. Слишком высокая была у них цена. Но со временем изменилась элементная база, а соответственно уменьшилась стоимость оборудования, а вместе с ней и вес агрегата. Современный сварочный аппарат для дома инверторного типа выдает силу тока 160-180 ампер, что дает возможность проводить сварку электродами диаметром до 4 мм. При этом вес прибора составляет 3 кг, это минимальный показатель.
К достоинствам этого типа сварочных аппаратов можно еще отнести:
- Стабильная дуга, которую легко контролировать.
- Простота использования: электрод не залипает, шов получается ровным и плотным.
- Аппарат не просаживает напряжение в сети, оно при работе агрегата не скачет.
- Широкий диапазон настройки режимов сварки. Инверторами можно сваривать металлические изделия разной толщины. Главное – правильно выставить на аппарате тот или иной режим.
Если перед вами стоит вопрос, какой сварочный аппарат выбрать, то можно не задумываться и выбирать инвертор. Конечно, с ним высококлассным сварщиком вы станете не сразу, но много мелких сварочных операций вы сделаете на дачном участке своими руками.
Сварочные полуавтоматы

Так как разговор ведется о сварочных аппаратах для дома и дачи, то агрегаты данного типа в эту категорию не входят. Чаще всего их используют в области малого бизнеса, а конкретнее, в мастерских по ремонту автомобилей.
В основе их конструкции лежит один из вышеописанных сварочных приборов, плюс блок, с помощью которого подается в автоматическом режиме сварочная проволока. Технология работы этими агрегатами основана на сварке в зоне защитных газов, что позволяет варить тонкие детали и изделия из цветных металлов.
Это идеальные сварочные агрегаты, с помощью которых можно сваривать тонкие металлические листы толщиною до 0,8 мм. При этом шов получается ровным и красивым, листы не ведет, не коробит. Единственный недостаток – сварочное устройство этого типа не может варить толстые детали. Для этого придется приобретать аппарат с электродуговой сваркой.
Типы сварочных аппаратов рассмотрены, теперь можно перейти к выбору, чтобы определить лучший дачный или домашний сварной прибор.
Как выбрать сварочный аппарат для электросварки
В основе выбора лежит несколько ключевых параметров.
- Напряжение питающей сети. Понятно, что это 220 или 380 вольт. Характеристика немаловажная, потому что все представленные выше типы сварочного оборудования, кроме инверторов, реагируют на качество напряжения в питающей сети. Если напряжение резко поднимается, срабатывает защитный блок, который отключает аппарат. При низком значении напряжения резко снижаются все сварочные параметры, что приводит к низкому качеству сварочного шва. И только инверторы могут спокойно работать в диапазоне 180-250 вольт без изменения своих параметров. Что касается сварочных приборов, работающих от трехфазной сети, то на дачах их практически не используют. Поэтому, если говорить о том, какой сварочный аппарат лучше для дома, то по показателю напряжения это инвертор.
- Напряжение холостого хода. Это напряжение сварочного аппарата, когда он включен в сеть, но нагрузка на него не производится. Почему необходимо знать этот параметр? Все дело в том, что от него зависит легкость розжига электрода. И чем данное значение выше, тем процесс розжига проще, плюс увеличивается стабильность дуги. Данный показатель в современных сварочных аппаратах варьируется в пределах от 45 до 95 вольт. Опытные сварщики знают, что напряжение холостого хода влияет на выбор типа электродов. Если выбирается аппарат с низким напряжением, то рекомендуется приобретать для него электроды с рутиловым покрытием. Для электродов с основным покрытием лучше выбирать агрегат с высоким напряжением холостого хода.
- Ток на выходе. Этот критерий выбора будет зависеть от того, какое количество времени аппарат будет работать. То есть, периодически или более-менее постоянно. Для большинства домашних работ подойдет сила тока 160-180 ампер. На таком токе, если использовать инвертор, можно варить электродами диаметром до 4 мм. Если появляется необходимость сваривать толстые детали из металла, то придется приобретать прибор, который выдает на выходе ток силой 190-250 ампер.
- Диаметр электродов. В основном этот размерный показатель влияет на толщину свариваемых изделий. Чем толще металл, тем больше необходим диаметр электрода. Данная зависимость показана в таблице ниже.
| Диаметр сварочного материала, мм | Толщина свариваемых деталей, мм |
|---|---|
| 2,5 | 2 |
| 2,5-3 | 3 |
| 3,2-4 | 4-5 |
| 4-5 | 6-12 |
| 5 | 13 |
И несколько общих рекомендаций, определяющих хороший сварочный аппарат для дома и дачи на 220 вольт. Многое будет зависеть от того, какие задачи вы предполагаете решать на участке. Если планируется варить детали из черного металла, то можно все это сделать с помощью дешевого трансформатора. Если предполагается сварка цветных металлов, нержавейки или стальных тонких конструкций, то лучше использовать полуавтомат. Инвертор хорошо себя показывает при сварке низколегированных или конструкционных сталей. Хотя необходимо отметить, что оборудование инверторного типа, кроме цветмета и нержавейки варит любые стальные конструкции.
В домашних условиях имеет значение размеры агрегата. Поэтому небольшие и легкие инверторы – оптимальный для этого вариант. Пониженное напряжение в сети, которое присутствует практически по всех загородных поселках, является причиной, по которой выбор отдается именно инверторам. Эти аппараты работают при напряжении 180 вольт, некоторые модели даже при 160 В.
Если вы – начинающий сварщик, то опять-таки свой выбор рекомендуется остановить на инверторах. Простота сварки – главный критерий работы прибора: электрод не залипает, розжиг дуги легкий, при приближении электрода к свариваемому металлу при высокой мощности инвертор тут же отключается. То есть, по всем позициям это на сегодняшний день идеальный для новичка сварочный агрегат.