Как правильно паять паяльником с припоем и канифолью
Содержание:
Как быстро научиться паять
Для того чтобы освоить азы пайки необходимо правильно подобрать инструмент. Начнем с главного, с выбора паяльника.
Выбираем правильный паяльник
В большинстве случаев, подойдет паяльник с медным жалом 40-60 Вт, подставка, флюс (лучше всего канифоль) и припой.

Не следует гоняться за дорогими керамическими приборами и паяльными станциями. Для обучения вполне подойдет базовый набор. И не забудьте пинцет.
ВАЖНО! После того, как вы освоите азы пайки – станет понятно, что обучающий набор подходить для 90% домашней работы с паяльником.
Многие продвинутые радиолюбители десятки лет пользуются еще советскими паяльниками без регуляторов.

А качеству пайки может позавидовать владелец оснащенной по последнему слову техники паяльной станции.
Чтобы правильно паять, нужно тренироваться
Если инструмент новый необходимо подготовить жало, заточить и залудить. Это способ годится исключительно для жал из меди.

Как залудить жало, пошаговая инструкция
Если вы уже пользовались инструментом, то правильно подготовить жало к работе поможет это видео
Далее, нарежьте несколько кусочков провода разного сечения, и найдите любой сломанный электроприбор (транзисторный приемник или кассетный магнитофон). Из этого набора можно сделать отличный полигон для тренировок.
Как правильно залудить жало, если припой не липнет – видео
Выпаивайте и ставьте обратно радиодетали на схеме, соединяйте провода со скруткой и без нее. Лучшее пособие для обучения – самостоятельная практика на компонентах, которые не жалко испортить.
Последовательность действий
Не торопитесь сразу соединять две детали припоем. Для начала освойте зачистку провода и контактной площадки на монтажной плате. Затем потренируйтесь лудить разделанный провод.
Попробуйте выпаять из платы двух, а затем и трех контактную радиодеталь (к примеру – транзистор). И только после этого пробуйте паять начисто. Запомните главное правило – сначала прогреть место спайки, затем добавить в него припой.
Добавить припой можно несколькими способами.
- Поднести расплавленный состав на кончике жала
- Поднести проволочку припоя к месту соединения и прижав все жалом дождитесь, кода состав начнет плавиться.
 |
 |
Время прогрева и основное время пайки не должно превышать 2-3 секунды. Как только вы освоите этот временной интервал – считайте себя профессионалом.
ВАЖНО! Качественная пайка за такое короткое время возможна только при правильном подборе мощности паяльника и типа припоя с флюсом.
Правильная теплопередача
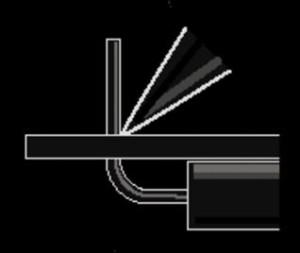
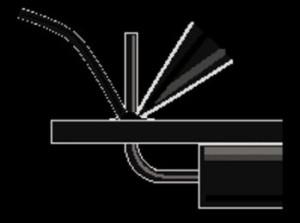
Многие начинающие радиолюбители паяют, касаясь детали лишь острым кончиком жала. Это распространенная ошибка, основанная на боязни перегреть радиодеталь. Площадь касания должна быть как можно больше.
Тогда теплообмен будет происходить быстрее, и времени на прогрев уйдет на порядок меньше. Деталь просто не успеет нагреться.
Обратите внимание
Температура жала считается правильной, если припой жидкий, собирается в виде капельки.
Типичные ошибки, которые ухудшают качество соединения деталей
Чтобы правильно паять паяльником, прежде всего, необходимо знать основные ошибки и не допускать их в работе. Рассмотрим часто встречающиеся.
Непропай
Застывший припой матового оттенка, поверхность ноздреватая, растекание неравномерное. Приложив небольшое усилие – можно разорвать спайку.

Основные причины:
- Недостаточная температура во время пайки. Или паяльник не прогрет до требуемого значения (необходимо знать температуру плавления припоя), или спаиваемые компоненты имеют слишком большую теплоемкость, а паяльник напротив – малую мощность и массу жала;
- Тугоплавкий припой, который надо использовать с более горячим паяльником;
- Контакты были перемещены до застывания припоя;
- Нанесение разогретого олова на холодную поверхность.
Последствия:
- Из-за проникновения воздуха между деталями, со временем внутри спайки образуется коррозия;
- По причине плохого смачивания контактов припоем, соединение обладает высоким электрическим сопротивлением. Это приводит к сбоям в работе или полной потере контакта;
- Низкая прочность пайки. Припаянная деталь может отвалиться;
- При высоких токах может возникнуть искрение, сопровождаемое нагревом со всеми вытекающими последствиями, вплоть до пожара.
Скатывание припоя
Кусочки припоя похожи на капли ртути, нет прилипания к месту пайки. Олово не протекает в пустоты между спаиваемыми деталями. Соединение легко разорвать.

Основные причины:
- Недостаточная зачистка соединяемых деталей. Слой окислов не дает припою растечься по поверхности и проникнуть в щели;
- Слабая обработка флюсом. Неочищенные поверхности имеют плохую адгезию, в результате не происходит склеивания олова с другим металлом;
- Несоответствие марки флюса металлу, который соединяется пайкой.
Последствия:
- Практически отсутствует контакт в месте пайки;
- Соединение будет разорвано при малейшем механическом воздействии;
- Между припоем и металлом проникает влага, создавая коррозию.
Перегрев
Вокруг места пайки видны термические разрушения – обугливание лака, покоробившаяся изоляция проводов, расплавленная пластмасса корпуса радиокомпонентов.
Причины:
- Температура и мощность паяльника превышает необходимую для данного вида пайки;
- Слишком долгое воздействие жала на рабочую область;
- Для соединения деталей с низкой температурной устойчивостью выбран слишком тугоплавкий припой.
Последствия:
- Оплавление изоляции оголяет провода, что делает соединение небезопасным;
- Термическое разрушение может уничтожить проводящие дорожки на монтажной плате;
- Перегретые радиодетали меняют свои характеристики или выходят из строя;
- Место пайки имеет неопрятный внешний вид.
Химические разрушения в месте пайки
Вокруг припоя видны сильные коррозийные повреждения, медный провод покрыт зеленым порошком окислов.
Причины:
- Выбран агрессивный флюс (например – кислотный), не соответствующий типу спаиваемого материала;
- Не произведена промывка после завершения работ.
Последствия:
- Разрушение поверхности вокруг места пайки;
- Скрытая коррозия со временем разрушит металлический проводник с потерей контакта.
Для минимизации ошибок при работе с паяльником, обратите внимание на все рекомендации нашей статьи
Выбираем инструменты
На первом этапе необходимо выбрать соответствующий инструмент и расходные материалы. Суть работы современных паяльников заключается в нагреве жала путем подачи тока определенной величины. Значение элемента сопротивления в устройстве определяет его мощность.
Для выбора оптимальной модели необходимо учитывать ряд факторов, которые напрямую связаны с функциональностью и техническими параметрами бытовых паяльников:
- Конструкция. На рынке представлены несколько типов устройств – с прямой ручкой, с пистолетной рукоятью и паяльные комплексы. Лучше всего выбирать продукцию отечественных производителей классической формы. У них есть возможность замены жала, удобная и надежная ручка, а также хорошие показатели надежности.
- Мощность. Для бытовых нужд подойдут модели от 30 до 80 Вт. Но все определяется материалом пайки и его размерами.
- Сопротивление нагревательного элемента. Оптимальное значение параметра – 2 кило Ом.
- Режим работы — постоянный или импульсный нагрев. Последнее предпочтительно для пайки микросхем и плат. При работе с электропроводкой лучше всего выбирать модели с постоянным нагревом.
Для проведения работ потребуются следующие расходные материалы:
Припой
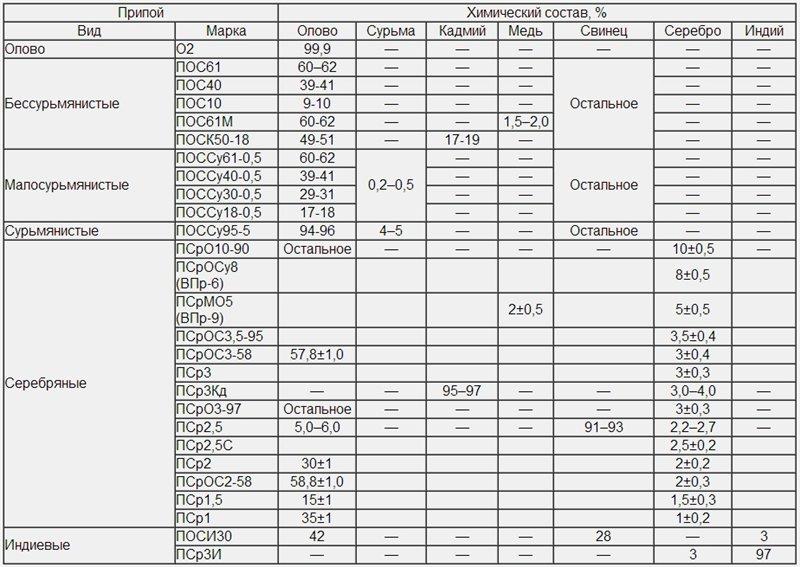 Выбирается в зависимости от материала пайки. Традиционно используется свинцово-оловянная проволока толщиной 34 мм марки ПОС61 или ПОССу61-0,5 с добавкой сурьмы. Они относятся к мягким и полумягким припоям. Химический состав основных типов показан в таблице.
Выбирается в зависимости от материала пайки. Традиционно используется свинцово-оловянная проволока толщиной 34 мм марки ПОС61 или ПОССу61-0,5 с добавкой сурьмы. Они относятся к мягким и полумягким припоям. Химический состав основных типов показан в таблице.
Температура их плавления не превышает 400°С, что вполне достаточно для пайки проводов бытового назначения – электропроводка, шнуры питания электроприборов, контактные провода микросхем и т.д.
Флюс
Для очистки поверхности от оксидной пленки и обеспечения лучшего контакта элементов при пайке применяются различные виды флюсов. Могут быть как в сухом виде (канифоль), так и в жидком – спиртовой раствор «Флюс» или ортофосфорной кислоты. Для проводов лучше всего применять жидкие компоненты, так как они обеспечивают равномерную обработку поверхностей со сложной конфигурацией

Как паять алюминий

Флюсы для пайки алюминия
Благодаря современным флюсам паять алюминий стало в общем не сложнее, чем медь. Для низкотемпературной его пайки предназначен флюс Ф-61А, см. рис. Припой – любой аналог припоев Авиа; в продаже есть разные. Единственно что – стержень в паяльник лучше вставить бронзовый луженый с насечками на жале примерно как у напильника. Он под слоем флюса легко соскоблит прочную пленку окисла, которая и не дает алюминию паяться просто так.
Для высокотемпературной пайки алюминия припоем 34А предназначен флюс Ф-34А
Однако греть зону пайки пламенем нужно очень осторожно: температура плавления самого алюминия всего 660 Цельсия. Поэтому высокотемпературную пайку алюминия лучше применять беспламенную камерную (пайка с печным подогревом), но оборудование для нее стоит дорого
Омеднение алюминия для пайки
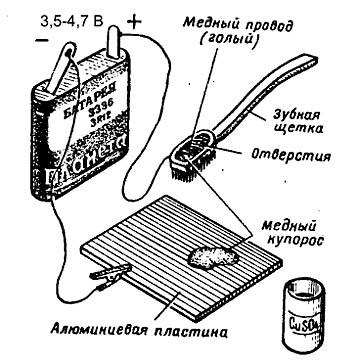
Есть еще «пионерский» способ пайки алюминия с предварительным омеднением. Он пригоден, когда требуется только электрический контакт, а механические напряжения в зоне пайки исключены, напр., если нужно соединить алюминиевый кожух с общей шиной печатной платы. «По-пионерски» пайка алюминия осуществляется на установке, показанной на рис. слева. Порошок медного купороса насыпают горкой в зону пайки. Зубную щетку пожестче, обмотанную голым медным проводом, окунают в дистиллированную воду и растирают ею с нажимом купорос. Когда на алюминии появится медное пятно, его лудят и паяют как обычно.
Как паять трубы
Медные трубы паяют высокотемпературным способом любым твердым припоем для меди с активированной флюс-пастой, не требующей удаления остатков. Далее возможны 3 варианта:
- В медных (латунных, бронзовых) соединительных муфтах – паяльных фитингах.
- С полной раздачей.
- С неполными раздачей и сжатием.
Пайка медных труб в фитингах надежнее прочих, но требует значительных дополнительных расходов на муфты. Единственный случай, когда она незаменима – устройство отвода; тогда используется фитинг-тройник. Обе паяемые поверхности заранее не лудят, но покрывают флюсом. Затем трубу вводят в фитинг, надежно фиксируют и пропаивают стык. Пайка считается законченной, когда припой перестанет уходить в зазор между трубой и муфтой (нужен 0,5-1 мм) и выступит снаружи небольшим валиком. Фиксатор снимают не ранее чем через 3-5 мин по затвердевании припоя, когда стык уже можно держать рукой, иначе припой не наберет прочность и стык когда-то да потечет.
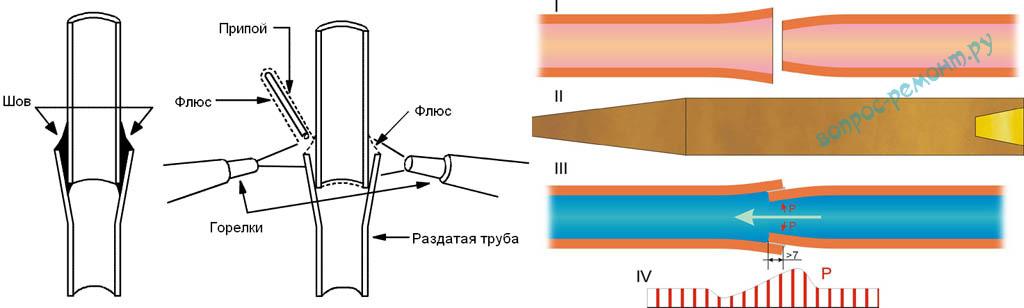
Как паяют трубы с полной раздачей, показано слева на рис. Давление «раздатая» пайка держит такое же, как и фитинговая, но требует доп. специнструмента для разворачивания раструба и повышенного расхода припоя. Фиксация впаиваемой трубы не обязательна, ее можно вдвинуть в раструб с проворотом, пока не заклинит намертво, поэтому пайку с полной раздачей часто делают в неудобных для установки фиксатора местах.
Пайка медных труб
В домашней разводке из тонкостенных труб малого диаметра, где давление уже небольшое, а его потери несущественны, целесообразной может оказаться пайка с неполной раздачей одной трубы и сужением другой, поз. I справа на рис. Для подготовки труб достаточно круглой палки из твердого дерева с коническим острием в 10-12 градусов с одной стороны и усеченно-конической лункой в 15-20 градусов с другой, поз II. Концы труб обрабатывают, пока они без заклинивания не войдут друг в друга прим. на 10-12 мм. Лудят поверхности заранее, наносят на луженые еще флюса и соединяют до заклинивания. Затем греют до плавления припоя и подпирают зауженную трубу, пока ее не заклинит. Расход припоя выходит минимальным.
Важнейшее условие надежности такого стыка – сужение должно быть ориентировано по току воды, поз. III. Школьный закон Бернулли – обобщение для идеальной жидкости в широкой трубе, а у реальной жидкости в узкой трубе за счет ее (жидкости) вязкости максимум скачка давления смещается противоположно току, поз. IV. Возникает составляющая силы давления, прижимающая зауженную трубу к раздатой, и пайка получается очень надежной.
Что еще?
Ах да, подставки для паяльников. Классическая, слева на рис., пригодна для любых стержневых. Где на ней быть ванночкам для припоя и канифоли – дело ваше, какой-либо регламентации нет. Для маломощных паяльников с фартуком пригодны упрощенные подставки-скобы, в центре.

Правильные и неправильная подставки для паяльников
Паяльные станции комплектуются преимущественно пружинными или трубчатыми ложементами-гнездами для паяльников. В них вся горячая часть инструмента недоступна для прикосновения, но и промазать паяльником мимо них, сосредоточившись на пайке мелкой «россыпи», вероятнее. Но чего уж точно не надо делать, и что прямо запрещено ТБ – это подставку из подручных материалов, в которой паяльник лежит на ванночках для расходных материалов, справа на рис.
Видео уроки пайки микросхем
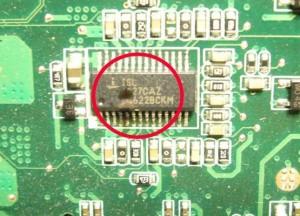
Микросхемы, выпайка
«По-правильному», ИМС для проверки при ремонте не выпаиваются. Их диагностика производится на месте специальными тестерами и методами и негодная удаляется раз и навсегда. Но любители не всегда могут себе это позволить, поэтому на всякий случай ниже даем ролик о методах выпайки ИМС в DIP-корпусах. Чипы с микрочипами умельцы тоже исхитряются выпаивать, напр., подсовывая под ряд выводов нихромовую проволочку и грея сухим паяльников, но это лотерея еще менее выигрышная, чем ручной монтаж больших и сверхбольших ИМС.
Рекомендации для грамотной работы паяльником с применением канифоли
 Канифоль с легкостью растворяется в органических соединениях, таких как спирт, ацетон и прочие. При нагревании до 150 градусов она способна расщеплять такие химические элементы, как олово, свинец, медь.
Канифоль с легкостью растворяется в органических соединениях, таких как спирт, ацетон и прочие. При нагревании до 150 градусов она способна расщеплять такие химические элементы, как олово, свинец, медь.
Канифоль применяется в радио- и электротехнических ремонтных работах в качестве противоокислительного компонента для пайки. Ее грамотное применение значительно уменьшит растекание и поверхностное натяжение припоя, разрушит окисную пленку и не позволит образоваться новой.
Прежде чем начать паять необходимые элементы, нужно зачистить, а затем залудить контакты. Для этого следует выложить на часть поверхности деталь, которая будет паяться, кусок твердой канифоли и прижать разогретым до требуемой температуры паяльником.
Правильно паять паяльником с канифолью: общие рекомендации
Если задача заключается в пайке микросхемы, то требуется обмакнуть жало паяльника в канифоль и обмазать им скрутку проводов, что обеспечит свободное протекание олова на место пайки.
 Если припой был использован в недостаточном количестве и в некоторых местах заметны часть скрутки или провода, необходимо повторить предыдущее действие.
Если припой был использован в недостаточном количестве и в некоторых местах заметны часть скрутки или провода, необходимо повторить предыдущее действие.
Далее, расположив припой у места спаивания, рекомендуется провести по нему жалом паяльника, вследствие чего он расплавится. Если материал обработан некачественно, то возможен вариант, что припой не закрепится на поверхности.
Паять без применения канифоли, конечно, можно, но качество места пайки и эстетичный вид изделия будут потеряны. При отсутствии в обиходе канифоли в качестве ее замены может пригодиться паяльная кислота, электролит от старой батарейки, хвойная смола, растворенная в уксусной кислоте или ацетилсалициловая кислота. И все же лучшее решение не только применение канифоли при пайке, но и использование ее с запасом для более надежного скрепления. Пока состав не застынет, не следует двигать части спайки.
При эффективном лужении спаивание произойдет практически мгновенно, останется лишь дождаться, когда припой полностью остынет. На многих интернет-сайтах можно найти видео с простыми уроками как пользоваться паяльником, научиться паять. Если следовать подробной инструкции, то в самом процессе нет особой сложности, для достижения положительного результата нужно просто выполнять все четко и последовательно .
Задумываясь о том, как правильно использовать паяльник с применением канифоли, не стоит забывать о необходимости тщательной подготовки инструментов и деталей к процессу пайки. Создавая неразъемное соединение слой припоя необходимо защищать канифолью. Для каждого отдельного случая припаивания может подойти паяльник соответствующего размера и мощности. При правильном присоединении деталей пайка становится надежной и долговечной.
Технология паяния
 Сегодня наибольшей популярностью пользуются паяльники электрического типа. Люди, чья работа тесно связана с процессом пайки (починка техники, чайников, микросхем, плат, наложение страз и т. д.), зачастую выбирают паяльную установку, любители же обходятся обыкновенными устройствами без каких-либо регуляторов.
Сегодня наибольшей популярностью пользуются паяльники электрического типа. Люди, чья работа тесно связана с процессом пайки (починка техники, чайников, микросхем, плат, наложение страз и т. д.), зачастую выбирают паяльную установку, любители же обходятся обыкновенными устройствами без каких-либо регуляторов.
Чтобы научиться паять паяльником, необходимо разобраться в общем процессе, после чего можно углубляться в особенности.
Потому следует начать с небольшого описания последовательности работы.
Пайка предполагает определенную схему действий. Речь пойдет о спаивании радиотехнических элементов и проводов, так как это встречается повсеместно. Итак, действия будут следующими:
- Подготовка элементов к работе.
- Лужение или обработка поверхностей флюсом.
- Нагрев обрабатываемых элементов до определенных температурных показателей.
- Внесение припоя в область пайки.
Далее припой остается лишь остудить и произвести проверку качества стыка. Если вы сделали все верно, то обработанная поверхность будет блестеть. Если же припой обладает пористой структурой и тусклым оттенком, то это может свидетельствовать о том, что при пайке не была достигнута достаточная температура. Такую пайку специалисты называют «холодной». Она с легкостью разрушается — провода при этом достаточно просто потянуть. Также участок пайки может обугливаться. Это свидетельствует о чрезмерно высокой температуре.
Подготовка к работе
Перед работой следует избавиться от изоляции. У оголяемого провода может быть разная длина. Если вам нужно , то оголяют от 10 до 15 см. Для наушников же, к примеру, будет достаточно небольшой длины — от 7 до 10 см.
После удаления изоляционного материала нужно осмотреть провода. Если они покрыты специальной оксидной пленкой или лаком, то от покрытия тоже нужно удалить. Для этого можно воспользоваться сразу несколькими способами:
- Механический. Применить мелкозернистую наждачку, которой нужно обработать оголенный провод. Однако, этим способом очень неудобно обрабатывать тонкие проводки, а многожильные можно вообще повредить.
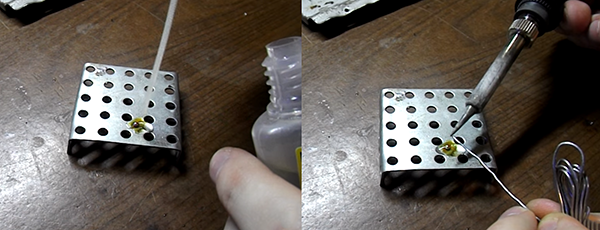
- Химический. Оксидную пленку можно снять с помощью растворителей и чистого спирта. ЛКМ-покрытие удаляется ацетилсалициловой кислотой (обыкновенный аспирин из аптеки). Провод просто укладывают на поверхность таблетки, после чего нагревают паяльником. Кислота очень быстро начнет съедать лак.
https://youtube.com/watch?v=MKZBAqnGoZ4
Вам также нужно будет научиться определять достаточно прогрева участка пайки
В том случае, если вы используете обыкновенное паяльное устройство, то следует обратить свое внимание на поведение флюса или канифоли. Если нагрев достаточный, то вещества начинают кипеть и выделять пар
При поднятии кончика жала капельки горячей канифоли не спадают.
Нанесение припоя
Если участок пайки прогрет достаточно, то можно приступать к внесению припоя. Это можно осуществить парой способов: в твердом или расплавленном виде. Последний способ применяется для небольших участков пайки, первый — при существенных площадях контакта.
 Если требуется немного припоя, то материала касаются кончиком паяльного жала. При появлении капли ее следует удалить, слегка стукнув устройством о край подставки.
Если требуется немного припоя, то материала касаются кончиком паяльного жала. При появлении капли ее следует удалить, слегка стукнув устройством о край подставки.
При использовании твердого припоя его помещают непосредственно на обрабатываемое место. Прогревшись, материал расплавляется, заполняя все имеющиеся между проводками пустоты.
Для того чтобы припаять элементы максимально качественно, нужно тщательно зачистить проводки и разогреть место обработки. Однако перегрев в этом случае нежелателен, как и чрезмерное применение припоя.
После того как у вас получится хорошая спайка, увеличьте число элементов. Если у вас получится освоить такой навык, то можно приступать к спаиванию многожильных кабелей.
В том случае, если вы производили обработку проводов флюсами на основе кислот, то его остатки необходимо удалить после того, как припой остынет. Для этой цели можно воспользоваться смоченной в воде губкой или мягкой тряпочкой.
Правила проведения паяльных работ
Прежде чем знать, как правильно пользоваться паяльником, необходимо все работы проводить в проветриваемом помещении, а если нет возможности проветривания, то оборудуйте место с сильной вентиляционной вытяжкой. Далее рабочая подготовка паяльника предусматривает зачистку металлической поверхности при помощи наждачной бумаги. Места грязи и дефектные участки обрабатываем напильником или усиленной наждачной бумагой. После этого берём небольшую кисточку и аккуратно намазываем кислотой повреждённые участки. После этого наносим припой на поверхность, который должен иметь жидкообразную форму.
 Процесс пайки кислотой
Процесс пайки кислотой
В целом жидкий припой обеспечивает защиту обрабатываемой части поверхности, при кипении готовый кислотный флюс выходит на рабочую поверхность. Когда застынет припой, места обработки надёжно и полностью герметично фиксируются. Работа с паяльником предусматривает использование мощного прибора или фиксация при помощи открытого огня. При необходимости, можно использовать иные источники тепла, которые можно адаптировать с другими материалами металлической поверхности.
Особенности проведения пайки
Перед началом работы, необходимо подготовить место и инструменты, которые вы будете использовать для пайки. Ниже предлагаем вам информацию что нужно для пайки паяльником список, где указаны основные моменты предстоящей работы:
- Используйте паяльники с низковольтным напряжением, желательно 24В или 12В, и даже 6 В.
- Все паяльники должны быть заземлены, даже если это низковольтный прибор.
- Перед процессом пайки обязательно прогреваем плат специальным феном, а большеразмерные предметы над источником тепла.
- Тело специалиста также должно быть заземлено. Для этого используйте специальные заземляющие браслеты.
- Для миниатюрных плат не используйте кислоту, применяйте канифоль.
- Все работы проводите в специальной защитной маски или в очках-бинокулярах, для мелких работ.
- При необходимости дайте материалу остыть, чтобы продолжить технологический процесс пайки.
- В некоторые случаях используйте спирт для очистки поверхности.
- По окончании работы просушите поверхность обрабатываемого изделия.
- Используйте только проверенные компоненты для того, чтобы вы могли эффективно решить задачу — как правильно паять паяльником с кислотой латунь, медь, олово или другой металл.
Помещение обязательно нужно проветрить, используйте вентиляционные устройства и прочие технологические приборы. Все кислотные вещества необходимо хранить в специальных тарах. В качестве посуды используйте только такие основы:
- Стекло.
- Керамика.
- Фарфор.
- Фторопласт.
Такой материал посуды не контактирует с кислотой и не будет повреждений в рабочем процессе и в результате хранения кислоты в дальнейшем.
Инструменты и материалы для работы
Чтобы правильно подготовиться к паяльным работам, необходимо заранее подготовить инструменты и материалы, которые включают примерный список:
- Паяльник.
- Кислота.
- Подставка для паяльника.
- Пассатижи.
- Технический пинцет.
- Нож с тонким лезвием (можно канцелярский).
- Оловоотсос или специальная медная плётка.
Процесс пайки также имеет ряд последовательностей, которые необходимо соблюдать мастеру, в частности:
- Производим зачистку места проведения пайки дол блеска.
- Кисточкой обрабатываем место будущего припоя, аккуратно смазываем места, предотвращая попадания на руки кислоты.
- Плотно сжимаем обрабатываемые части.
- Обрабатываем место пайки при помощи паяльником, используем дополнительный источник тепла при необходимости.
- Даём остыть материалу.
- Очищаем поверхность от излишков.
Работы с паяльником можно осуществлять самостоятельно, как и приготавливать кислоту. Во время работы обязательно соблюдаем нормы и требования техники безопасности при работе с химическими компонентами, а также соблюдаем требования пожарной и электробезопасности. Несмотря на это, кислота для пайки остаётся популярной в среде специалистов. Учитывая химическую природу вещества, по окончание работы обязательно проветрите помещение и тщательно вымойте руки с мылом. Особые свойства кислоты позволяют качественно и эффективно устранять дефекты на различных металлах, которые присутствуют в нашей обыденной жизни.