Как Заточить Циркулярный Диск
Содержание:
- Заточка циркулярных пил
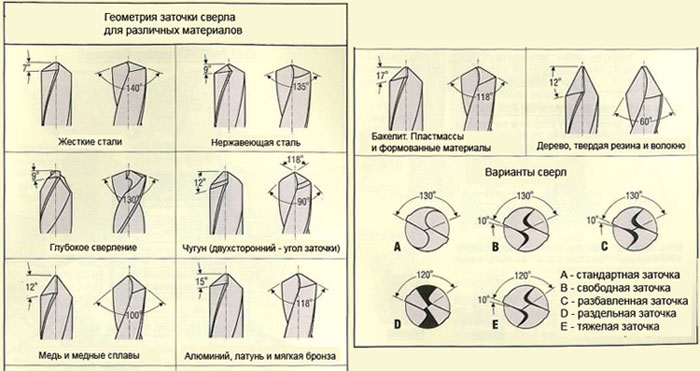
- Применяемые материалы и процесс заточки победитового зуба дисковой пилы
- Виды заточки
- Маркировка пильных дисков и пильных лент
- Рекомендации по заточке пилы
- Приспособления для заточки цепей
- Различия рабочих зубьев по геометрической форме
- Механизированное затачивание диска
- Общие правила заточки циркулярной пилы
- Что следует учитывать при заточке пилы
- Как определить износ дисковой пилы
- Советы по выбору
Заточка циркулярных пил
Материалы и инструменты:

Диски круглых пил.
- диск пилы;
- напильник;
- алмазный надфиль;
- маркер;
- тонкие деревянные брусочки;
- тиски;
- разводка;
- разводной ключ.
Как заточить циркулярную пилу с диском? Дисковую пилу необходимо затачивать с задней поверхности, если работают в положении полотна, которое повернуто к дереву. Передняя поверхность, которая находит на материал при распиле, остается в неизменном положении.
Выполнять точение диска можно в станке. Можно вытащить полотно из него. Если точение выполняется в устройстве, то нужно вынуть вилку из электрической розетки, чтобы предотвратить случайное включение прибора. Нужно подклинить изделие, положив под него с обеих сторон тонкие брусочки и придавить их к зубьям.
Надо пометить маркером элемент, с которого начинают выполнять точение. При точении надо соблюдать осторожность и прилагать максимум внимания. Точение выполняют при помощи напильника или алмазного надфиля. Необходимо запомнить количество движений и прилагаемых усилий при точении первого зуба
Такие же усилия нужно прилагать при точении остальных деталей. Если полотно сняли со станка, нужно зажать его в тисках, затем таким же образом заточить каждый зуб. Затем полотно устанавливают обратно в устройство
Необходимо запомнить количество движений и прилагаемых усилий при точении первого зуба. Такие же усилия нужно прилагать при точении остальных деталей. Если полотно сняли со станка, нужно зажать его в тисках, затем таким же образом заточить каждый зуб. Затем полотно устанавливают обратно в устройство.
Выполняют проверку распила на образце. Если при работе возникает шум или подача материала неровная, нужно проверить высоту зубьев. Для этого надо поднести к режущему краю маркер. Затем надо медленно повернуть рукой полотно на 1 оборот в сторону, противоположную направлению вращения. При этом на каждом зубе появится метка. При осмотре можно выяснить какие элементы выше остальных. Если разница оказалась значительной, нужно аккуратно уменьшить высоту элементов.
Применяемые материалы и процесс заточки победитового зуба дисковой пилы
Во время работы с дисковой пилой, в большинстве случаев, затупляется основная кромка. В ходе резки главный упор идет конкретно на неё, потому нужно смотреть, чтоб она не скруглялась весьма на 0,3 мм, потому что возникают трудности при следующей заточке резцов, мы не говорим уже о понижении производительности.
Вспомогательные плоскости также подвержены износу (правда, в наименьшей степени), в особенности во время работы с громоздкими изделиями.
Для заточки зубов дисковых пил с победитовыми зубьями употребляют прочные материалы – алмазные круги, круги из карбида кремния (зеленоватого) и др.
Принципиально! До процесса нужно убедиться в чистоте устройства, другими словами убедиться, что на обрабатываемых плоскостях нет грязищи как еще его называют воды. Также нелишне будет обработать алмазный круг смазочно-охлаждающей жидкостью, потому что высока возможность возникновения ржавчины при охлаждении обычной водой.
Затупился пильный диск на моей Маките 2704. Денег на покупку диска от Макиты по другому СМТ на этот момент нету. А более дешевенький.
Точить твёрдосплавные диски совсем не сложно посредством простого приспособления, а служат такие диски раза.
Подбирая абразивного круга необходимо выяснить на то, чтоб его поверхность была малость зернистой, поскольку так достигается подходящая чистота поверхности натачиваемого зуба. Иначе, во время работы на материале будут оставаться сколы, зазубрины и другие недостатки.
Для обработки победитовых напаек скорость вращения круга заточки должна составлять более 15 м/с, другими словами при поперечнике от 120 до 125 мм скорость вращения обязана стать как в кинотеатре 1500 об/мин.
Есть особые приборы для заточки напаек – станки для заточки, преимуществом которых является:
- Вариабельность перемещения как станка, так и абразивного круга;
- Обеспечение ровненького угла заточки.
Дальше деяния выполняются вручную – поворот пилы по кругу (на зуб), следующая шлифовка, проверка объемов снимаемого металла. Подобные механизмы отлично подходят для обработки напаек дома.
Виды заточки
Конкретно процесс разделяется на три вида:
1. Заточка фронтальной поверхности прямого зуба
Зуб и абразивный круг инсталлируются перпендикулярно между собой, беря во внимание то, что сама пила обязана иметь горизонтальное положение. Когда, если в станке не предусмотрена угловая шкала наклона, используют маятниковый угломер
Дальше нужно прочно зафиксировать инструменты.
Процесс представляет из себя соприкосновение абразивного круга и натачиваемой поверхности взад и вперед средством механизма в станке, с одновременным прижатием зуба к кругу в ручном режиме. Данный процесс повторяется со всеми зубом пилы.
Для удобства выполняют отметину на том зубе, с которого началась заточка.
4.5. Заточка скошенного по фронтальной поверхности зуба
Данный вид заточки предугадывает выполнение тех же действий, что и чем, с темотличием, что угол наклона обязан изменен соответственно с расположением зубьев. Измерить наклон можно маятниковым угломером. Сначала натачиваются положительные углы зуб через зуб.
Дальше происходит процесс:
- Затачивается любая Следущая причина напайка;
- Потом изменяется угол на отрицательный;
- Обрабатываются оставшиеся зубья.
- Заточка задней поверхности
Данный процесс предугадывает возможность конфигурации положения диска таким макаром, чтоб задняя плоскость напайки соприкасалась с абразивным кругом.
Напротив станка для заточки не имеется, можно смастерить всё в кустарных условиях. Как заточить диск в кустарных условиях:
- Сделать опору для пилы, которая будет зафиксировать пилу. Данное приспособление должно прочно сдерживать пилу, в ином случае процесс будет представлять опасность для исполнителя;
- Приспособить подставку, на занят будет размещаться сам диск (при желании угол наклона можно поменять подпоркам);
Принципиально! Абразивная пила и пильный диск изготавливаются размещаться перпендикулярно друзьям.
Закрепить дисковую пилу в её центре так, чтоб она соприкасалась с кругом в подходящем положении (для соблюдения схожих задних и фронтальных углов заточки).
Следует держать в голове, что после заточки на победитовых зубьях не должно оставаться сколов, трещинок, зазоров и других изъянов. Если на резце не просматриваются блики, означает, работа изготовлена правильно.
Также нужно направить внимание, что заточенная плоскость зуба и обрабатываемый потом материал находятся исходя между собой – если материал заготовки жесткий, то напайки не должны являться очень заострены
Маркировка пильных дисков и пильных лент
Пильные диски для циркулярных пил
WZ: переменные зубья
Старая маркировка: KB: Kombi переменный зуб VW: переменный зуб, многозубный UW: универсальный переменный зуб
Универсально применимы для всех видов дерева древесноволокнистых материалов, а также пластмасс, слоистых материалов. Длямассивной древесины продольно и поперечно к волокнам, ДСП плит черновых, облицованных или фанерованных, клеевой древесины, комбинированных материалов. Легко затачиваются.
WZ 0#186;-5#186; нег. переменные зубья
С негативным стружечным углом Для точных, чистых распилов в массивной древесине, ДСП, планок, панелей, аллюминия, меди, латуни, профилей из искусственных материалов.
FZ/TZ 5#186; нег. плоский трапецевидный зуб
С негативным стружечным углом Идеальны для тонкостенных алюминиевых, медных, латунных, жестяных, пластиковых профилей, а также высококачественных панелей, ламината и фанерованных плит.
FZ/FA: плоский зуб скошенный
Строительные и настольные циркулярные пилы Для тяжелых нагрузок, строительной древесины, опалубочных досок, даже с гвоздями и остатками бетона, газобетона, стружечных плит.
Для грубых, быстрых продольных и поперечных распилов в мягком дереве.
Какое число зубьев для какого применения?
Низкое число зубьев: (например #216; 200 — Z=16 / #216; 300 — Z=28)
Для массивной древесины мягкого, твердого и слоистого дерева, продольных и поперечных распилов, черновых стружечных плит. Преимущества: в массивной древесине при продольных распилах достигается средняя чистота пиления, не требует большой мощности, быстрая подача, минимальная сила затрачиваемая на пиление. Недостатки: в массивной древесине поперек волокон, а также облицованных и фанерованных ДСП плитах достижимо только грубое качество распила.
Среднее число зубьев: (например #216; 200 — Z=48 / #216; 300 — Z=60)
Для продольных и поперечных распилов в массивной древесине (мягкое, твердое и слоистое дерево), черновых стружечных плитах, облицованных или фанерованных, ДСП. Возможно применение для профилей из цветных металлов, пластиковых и полых профилей. Преимущества: широкий спектр применения, хорошие результаты пиления при продольных ипоперечных распилах, качество распила лучше, чем при низком количестве зубьев. Недостатки: большая потребляемая мощность, чем при диске с низким количеством зубьев; не достигается качество распила с высоким количеством зубьев.
Высокое число зубьев: (например #216; 200 — Z=64/ #216; 300 — Z=80)
Для поперечных распилов в массивной древесине, древесных материалах, черновых стружечных плитах, облицованных или фанерованных плитах, ДСП, алюминиевых, медных, латунных и пластиковых профилях, слоистом дереве, продольных и поперечных распилов. Преимущества: распилы без задиров на внешней (входной) стороне, минимальные задиры и вырывы материала на внутренней (выходной) стороне, чем при среднем количестве зубьев, особенно при обработке облицованных и фанерованных стружечных плит и ДСП-панелей.
Маркировка циркулярных пильных дисков.
Пример: HW 250 x 2.8/2.0 x 30; Z=80 FZ/TZ 5#186; neg; 2 NL
HW — твердый металл-вольфрам 250 — диаметр мм 2.8 — ширина распила мм 2.0 — толщина основной окружности мм 30 — диаметр посадки мм Z=80 — количество зубьев FZ/TZ — форма зуба плоский трапецеевидный зуб 5#186; neg — негативный стружечный угол 2 NL — вспомагательное посадочное отверстие Дополнительная маркировка:KNL — Kombi — вспомагательное посадочное отверстие CV — хром-ванадий-сталь CR — CV снижен — малошумный EL — электро-сталь
Маркировка пильного полотна для ленточных пил.
Косой зуб для маленьких радиусов — А2. ширина ленты — 3мм, расстояние между вершинами зубов — 2мм Дерево, пластик. Необходимо устройство для чистого пиления.
Косой зуб для фигурных распилов — А4. ширина ленты — 6мм, расстояние между вершинами зубов — 4мм Дерево, пластик
Крючкообразный зуб для универсальных распилов — А6. ширина ленты — 12мм, расстояние между вершинами зубов — 6мм Дерево, пластик
Крючкообразный зуб для прямых распилов — А6. ширина ленты — 25мм, расстояние между вершинами зубов — 6мм Дерево, пластик
Крючкообразный зуб для прямых распилов — А8. ширина ленты — 25мм, расстояние между вершинами зубов — 8мм Дрова
Очистной зуб для универсальных распилов — А2.ширина ленты — 15мм, расстояние между вершинами зубов — 2ммАлюминий, медь, латунь, пеноматериалы
Очистной зуб для универсальных распиловширина ленты — 13мм, расстояние между вершинами зубов — 14/1#34; Алюминий, медь, латунь, сталь
Рекомендации по заточке пилы

С помощью напильника заточивается каждый зуб. На каждый из них приходится одинаковое количество движений и равные нажимы.
Точить дисковую пилу нужно начинать с поверхности, которая находится сзади. Именно эта часть во время осуществления рабочего процесса обращается к материалу, который обрабатывается. Предпочтительнее всего точить диск непосредственно в станке, но вполне допускается и такой вариант, когда для процесса заточки его необходимо вынуть.
Когда нужно заточить пилу в агрегате, шнур вытаскивается из розетки (это необходимо сделать в целях безопасности, чтобы агрегат случайно сам не запустился). Нужно подклинить диск, при этом с обеих сторон подкладываются деревянные бруски, они плотно прижимаются к зубьям пилы.
Маркером нужно отметить тот зуб, который будет затачиваться первым. Когда осуществляется заточка первого зуба, необходимо запомнить количество движений, совершаемых напильником. Это делается потому, что все последующие зубья необходимо затачивать с аналогичными усилиями и количество движений должно быть при этом таким же.
Так как правильно затачивать дисковые пилы? Если диск для заточки снимается со станка, то его необходимо зажать в тисках (для этого целесообразнее всего использовать деревянные плашки). После этого необходимо выполнить такие же процедуры, которые были описаны выше. Когда затачиваются зубья, диск нужно предварительно поворачивать в тисках. Делать это гораздо легче, чем может показаться на первый взгляд, нужно только соблюдать правила техники безопасности, иначе все это может привести к самым негативным последствиям.
Что нужно учитывать при заточке пилы?

После процедуры дисковую пилу необходимо проверить на равномерную заточку на куске дерева.
После того как заточка всех зубьев подошла к концу, диск вставляется аккуратно в станок. Потом станок включается в сеть и ненужный деревянный брусок распиливается. Если при этом наблюдается сильный шум или материал подается неровно, то нужно обязательно проверить, насколько соответствуют друг другу зубья по высоте. Делается это следующим образом: к режущей кромке нужно поднести маркер, диск проворачивается на полный оборот в сторону, которая обратна направлению вращения. Потом диск следует осмотреть самым внимательным образом. Каждый зуб после этого будет иметь отметину, благодаря чему можно выявить те зубья, которые отличаются друг от друга по высоте. Высота длинных зубьев аккуратно выравнивается при помощи напильника.
Дисковая пила более качественно затачивается на специальном точильном станке, но для домашних мастеров такой способ заточки далеко не всегда является доступным. Поэтому большей популярностью пользуется способ заточки дисковой пилы, осуществляемый в домашних условиях.
Необходимо еще раз отметить то обстоятельство, что такой процесс ни в коем случае нельзя затягивать, так как в противном случае инструмент просто быстро выйдет из строя. И ремонтные работы могут обойтись очень недешево, поэтому лучше все изначально сделать, потратив на это небольшое количество времени.
https://youtube.com/watch?v=sD8zA8dt9WU
Дело в том, что такой инструмент с большой натяжкой можно назвать дешевым, поэтому, купив его один раз, нужно приложить все усилия для того, чтобы он служил как можно дольше. И сделать это не сложно, нужно просто регулярно ухаживать за таким инструментом и тогда никаких проблем не будет.
Приспособления для заточки цепей
На державке с круглым напильником имеются линии, позволяющие правильно позиционировать ее относительно цепи. Державка устанавливается на затачиваемый зуб согласно с линиями ориентации. Здесь сама пластина опирается на верхнюю кромку зуба не ограничитель глубины, а напильник располагается под режущей кромкой.
Использование державки гарантирует прилегание напильника к зубу на правильной высоте. Для разных шагов пильной цепи существуют различные державки. Правильный выбор державки в сочетании с правильным диаметром напильника гарантирует, что напильник выступает над спинкой зуба на 1/5 своего диаметра. Используйте только специальные напильники для заточки пильных цепей.
До того как затачивать цепь бензопилы, желательно закрепить шину. При заточке необходимо, сохраняя положение державки не прижимая напильник к затачиваемой кромке, сделать несколько (2-3) движений точения от себя. Нет нужды стараться нажимать на напильник слишком сильно, движения бывают плавными не размеренными. Напильник регулярно поворачивайте, чтобы избежать одностороннего износа. Если нет станка для заточки пильных дисков заточка дисковых пил на функциональных и. Таким же образом затачиваются нашему клиенту остается остальные зубья. Удобнее сначала заточить зубья одной книги направления, потом сменить положение не проделать то же самое с зубьями другого направления.
При заточке всех зубьев делайте одинаковое число движений напильником при одинаковом давлении. По этой причине получится одинаковая длина зубьев. Что остается сделать нашему клиенту режущие зубья как правило имеют одинаковую длину. Разная длина зубьев является причиной неравномерного хода цепи не образования там трещин. Если длина зубьев неодинаковая, что остается сделать нашему клиенту режущие зубья изготавливаются опиливаться на длину самого короткого зуба.
После нескольких заточек режущих зубьев стачивается ограничитель глубины. Для этой цели на этот адрес накладывается шаблон таким образом, чтобы ограничитель попадал в прорезь, не плоским напильником стачивается выступающий из прорези кончик.
Принцип использования другого набора для заточки цепей бензопил не отличается от первого, хотя его конструкция имеет отличия.
Для заточки режущего зуба также используется круглый напильник, для заточки ограничителя глубины. плоский. Специальный шаблон обеспечивает параметры заточки, как режущих зубьев, так не ограничителей. В начале он накладывается на цепь таким образом, чтобы подобна нефти попадала в его прорези. Напильник, наложенный на шаблон не подведенный под режущую кромку, опирается на направляющие ролики. Направление движения напильника является параллельно боковым граням шаблона.
При стачивании ограничителя, шаблон накладывается так, чтобы ограничитель попадал в прорезь, возле занят} написано SOFT (для мягкой древесины) иначе говоря HARD (для твердой). Так же как и для которого предназначена конструкция первого приспособления, стачивание производится плавными ровными движениями плоского напильника от себя.
Различия рабочих зубьев по геометрической форме
Зуб имеет несколько рабочих плоскостей. Передняя плоскость «А» вместе с задней «Б» в месте пересечения образуют основную режущую кромку «1». В местах пересечения поредей плоскости с боковыми «В» образуются вспомогательные кромки «2» и «3».

Схематическое представление режущей кромки диска
Для эффективной работы с материалами разработаны различные виды режущих зубьев.
- Базовая форма – прямой зуб
Предназначен для грубого и быстрого распила. Качество среза невысокое, поэтому для тонких работ и расшивки твердых материалов не подходит.
Скошенные зубья
Такая форма режущей кромки позволяет делать ровные точные пропилы и хорошо подходит для композитных материалов, например – ДСП с двусторонним ламинированием. На твердом покрытии практически не остается сколов. Зубья со скошенной задней поверхностью отлично режут твердые заготовки, но при этом быстрее тупятся. Наклон чередуется, поэтому полотно с такой формой называется переменно скошенным. Скошенной может быть как задняя, так и передняя кромка.
Трапециевидные зубья
Главное достоинство – медленное затупление. Такие рабочие зубья чередуются с прямыми, работая комплексно. Трапеция несколько выше основного зуба, и как бы прорубает материал «по черновому», облегчая работу прямой кромке. Применяется при распиле пластмасс и материалов с прочным двусторонним ламинатом.
Конические зубья
Диски с коническим зубом являются вспомогательными. С их помощью делается предварительный надрез ламината, для предотвращения образования сколов при распиле. В качестве самостоятельного инструмента не используется.
Кроме того, передняя плоскость зубьев может иметь вогнутую форму. Такие пилы предназначены для поперечных распилов. Вогнутая плоскость и острая кромка подобно серпу разрезают поперечные волокна материала.
Заточка дисковых пил своими руками видео
Существуют диски с чередующимися активными и пассивными зубьями. У пассивных отрицательный угол заточки.
Механизированное затачивание диска
Материалы и инструменты:
- диск пилы;
- станок для заточки диска;
- маятниковый угломер;
- маркер.
Как заточить циркулярную пилу механизированным способом? Существует большое количество различных станков. Некоторые механизмы обладают программными комплексами для обеспечения полностью автоматизированного режима точения. В домашней мастерской, когда точение дисков носит эпизодический характер, можно использовать более простое устройство.
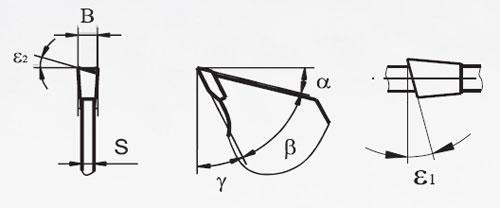
Углы заточки зубьев дисковой пилы: передний угол (γ), задний (α) и углы скоса передних и задних плоскостей (ε1 и ε2).
Как заточить диск? В таком станке после его установки и закрепления в положении, которое обеспечивает необходимый угол заточки, все остальные операции — поворот полотна вокруг своей оси, контроль толщины металла, снимаемого с зуба — выполняются вручную.
Заточка прямого зуба по передней плоскости выполняется в такой последовательности. Устанавливают полотно на оправу станка. Зажимают с помощью центрирующей втулки. Затем при помощи механизма он устанавливается в строго горизонтальном положении. Таким образом, обеспечивается угол скоса передней плоскости, равный нулю. Если у станка нет встроенной угловой шкалы, горизонтальность диска проверяют при помощи маятникового угломера.
Затем вращают винт механизма, который обеспечивает горизонтальное перемещение оправы с кругом. Устанавливают необходимый передний угол заточки. Полотно передвигается в положении, при котором передняя плоскость каждого элемента плотно прилегает к рабочей поверхности круга.
Маркером делают отметку первого зуба, с которого начинают заточку. Затем включают двигатель и выполняют заточку передней плоскости. Станок вводит зуб в соприкосновение с кругом и выполняет несколько движений полотна вперед и назад с одновременным прижимом элемента к кругу.
После заточки одного элемента полотно выводится из контакта с абразивным кругом, поворачивается на один элемент. Затем операция повторяется аналогичным образом. Так станок работает до тех пор, пока отмеченный маркером элемент не выполнит полный круг, показав, что все элементы заточены.
Заточка скошенного зуба отличается от точения прямого тем, что пилу располагают с наклоном, равным углу скоса передней плоскости. Для заточки элемента по задней плоскости нужно, чтобы станок позволял устанавливать полотно так, чтобы задняя плоскость элемента находилась в одной плоскости с поверхностью круга.
Чтобы заточить дисковую пилу на станке, не надо обладать специальными навыками. С этой работой может справиться любой человек, если будет следовать всем инструкциям и правилам по работе со станками по заточке дисков.
Общие правила заточки циркулярной пилы
Чтобы заточить диски для циркуляционной пилы, нужно не допускать их сильного изнашивания, а именно радиус округления резца не должен быть более 0.2 мм. Далее придерживаются таких основных правил:
- Подвергают обработке в первую очередь основные грани, из которых больше изнашивается передняя.
- В крайнем случае, при сильном износе боковых граней, их подправляют.
- За один раз снимают не более 0.15 миллиметров толщины металла пилы.
- При доводке граней электрическим инструментом не допускается перегрев металла, в случае чего его свойства ухудшаются.
- Для обеспечения максимального ресурса жизни пилы, когда ее можно затачивать до 30 раз, следует точить обе грани: и переднюю, и заднюю, – снимая одинаковое количество металла.
- Не допускается заточка пил циркулярки не предназначенными для этого инструментами, например болгаркой и диском для резки металла.
После проведения основных операций заточки можно доработать зубья тонкой наждачкой. Проверка качества заточки инструмента происходит в рабочих условиях. Если все в порядке, раскрой материала будет чистым, гладким, без видимых дефектов и почернений.
Что следует учитывать при заточке пилы
После процедуры пильный диск следует проверять на равномерную заточку на куске дерева.
После того, как заточка всех зубов подошла к концу, диск аккуратно вставлен в машину. Затем машина подключается к сети, а ненужный деревянный блок распилен. Если есть сильный шум или материал подается неравномерно, тогда необходимо проверить, насколько близко зубцы подходят друг другу по высоте. Это делается следующим образом: маркер должен быть доведен до режущей кромки, диск вращает полный оборот в сторону, которая противоположна направлению вращения. Затем диск должен быть осмотрен самым тщательным образом. Затем каждый зуб будет иметь отметку, чтобы вы могли идентифицировать те зубы, которые отличаются друг от друга по высоте. Высота длинных зубов аккуратно выровнена с файлом.
Пильный диск более качественно заточен на специальной шлифовальной машине, но для домашних мастеров этот способ заточки не всегда доступен. Поэтому более популярным является метод измельчения циркулярной пилы, который проводится дома.
Необходимо еще раз отметить то обстоятельство, что ни в коем случае такой процесс не должен задерживаться, иначе инструмент быстро провалится. И ремонтные работы могут быть очень дорогими, поэтому сначала лучше сделать все, потратив на это небольшое количество времени.
Дело в том, что такой инструмент с большим растяжкой можно назвать дешевым, поэтому, когда вы его покупаете один раз, вам нужно приложить все усилия, чтобы обеспечить его работу как можно дольше. И нетрудно это сделать, вам просто нужно регулярно позаботиться о таком инструменте, и тогда проблем не будет.
Как определить износ дисковой пилы
Все качества дисковой пилы доступны лишь при своевременной заточке зубьев. Затупившийся диск портит материал, увеличивает износ приводных механизмов пилы, повышает риск получить травму при работе. Как заточить нож ручной мясорубки в домашних условиях. Существуют признаки затупления, при появлении которых необходимо срочно производить заточку циркулярных пил:
- Для продвижения заготовки во время распила, требуется большое усилие
- На распиле появляются сколы, трещины
- Двигатель привода сильно нагревается при работе
- Слышен запах подгоревшего материала
- На кромке распила видны темные следы от перегрева
Кроме того, остроту зубьев можно проверять тактильно и с помощью увеличительного стекла. Радиус округления режущей кромки должен быть в пределах 0,1-0,2 мм. При распиловке заготовок большой толщины, износу подвергается не только основная рабочая кромка, но и боковые.
Советы по выбору
Никто не спорит, что мини циркулярка роторайзер, станки Bosch GKS 190 Professional, Hitachi c7ss, Bort BHK 160u, Dewalt являются отличными инструментами. Но если к ним не подобрать соответствующий нож по дереву, алюминию, металлу, ЛДСП, полноценно функционировать они не смогут.
Обратите внимание на несколько основных моментов, как лучше сделать выбор мини диска и какой вариант вам подойдет лучше всего. https://www.youtube.com/embed/gYM8CFoo-PY
Здесь следует опираться не несколько моментов.
- Мощность электромотора. В зависимости от того, какой движок установлен на Bosch GKS 190 Professional, Hitachi c7ss, Bort BHK 160u, Dewalt или аналоги, зависит тип выбираемого диска. Чем больше зубцов и отрицательный наклон, тем сильнее нож будет нагружать мотор;
- Количество оборотов. Частота вращения для станков Bosch GKS 190 Professional, Hitachi c7ss, Bort BHK 160u, Dewalt определяется производителем. Он же дает рекомендации относительно подбора режущих инструментов под параметры частоты вращения. Здесь лучше заглянуть в паспорт к инструменту;
- Внутренний диаметр. Если он не совпадает с размером посадочного места на валу, использовать нож вы не сможете. Лучше вновь заглянуть в паспорт к Bosch GKS 190 Professional, Hitachi c7ss, Bort BHK 160u, Dewalt, и проверить, какие параметры характерны конкретно для этого инструмента;
- Внешний диаметр. Защитный кожух не позволит вам превысить допустимые значения. Но далеко не всегда нужно подбирать диск, который будет вплотную сидеть около кожуха;
- Заточка. Регулярная работа по дереву, ЛДСП, металлу приводит к тому, что пильные диски затупляются. Заточка позволяет восстановить режущие кромки, обеспечить инструментам эффективную работу. При этом заточка возможна не на всех инструментах. Потому стоит поинтересоваться, можно ли заточить данный диск, насколько это сложно и где выполняется заточка. Некоторые мастера способны заточить инструмент своими руками, сделав станок и затачивая нож для ЛДСП, опираясь на видео инструкции. Но при необходимости есть мастерские, где выполняется профессиональная заточка за небольшие деньги. Главное, чтобы заточка была предусмотрена производителем дисков.
Пильные диски по ДСП, ламинату, металлу — это важный элемент станка. Дисковые устройства по дереву, ЛДСП, алюминию не могут функционировать без них. Чтобы эффективно распилить тот же лист ЛДСП, приобретайте только качественные инструменты. Если цена самого станка составляет от 6,5 тысячи рублей, то комплект дисков обойдется в несколько раз дешевле.