Как заточить сверло по металлу своими руками
Содержание:
Подготовка к работе
Необязательно быть профессионалом, чтобы знать, как затачивать сверла по металлу. Для этого требуется острое приспособление, которое поможет поддерживать его в оптимальном для работы состоянии.
Поскольку проводить заточку устройства для металла приходится регулярно, если вы часто работаете с этим инструментом, некоторые предпочитают купить уже готовый станок для заточки, а не собирать его своими руками.
Видео:
https://youtube.com/watch?v=XIe9tbTngCI
Самое эффективное приспособление для заточки корончатых сверл – станок, на котором установлен точильный камень.
Пользоваться им очень просто, и вам не понадобится сложных инструкций, чтобы приступить к работе.
Впрочем, некоторые нюансы того, как проводится заточка, перед началом процесса желательно знать: инструмент обрабатывают сзади по граням, при этом наиболее важную роль занимает угол, под которым располагается инструмент, когда подается к станку.
Во время заточки наибольшее внимание нужно уделить кромке, которая составляет режущую часть устройства – именно она должна быть наиболее острой, поскольку вступает во взаимодействие с металлическими деталями: винтами, перемычками и т.д. Посмотрите видео о том, как правильно затачивать приспособления, прежде чем начинать этот процесс своими руками
Посмотрите видео о том, как правильно затачивать приспособления, прежде чем начинать этот процесс своими руками.
После этого нужно собрать необходимые инструменты, которые понадобятся вам, чтобы сделать точильный станок. Сделать его из подручных средств не удастся – придется посетить строительный магазин.
В первую очередь, вам понадобятся специальные круги, которые нужны для заточки.
На само приспособление нужно будет установить только один круг, но они довольно быстро приходят в негодность, поэтому рекомендуется покупать сразу несколько деталей, чтобы потом не тратить много времени на их замену.
Особенно это актуально, если вы используете инструмент постоянно – тогда затачивать его придется часто. Приобретенный круг устанавливается на вращающийся вал.
Видео:
https://youtube.com/watch?v=urjaIYaEGQM
Помимо этих деталей, вам будет нужна жидкость для охлаждения – ею может быть вода или машинное масло. Также вам нужна емкость, в которую будет залита жидкость.
Если вы делаете все своими руками, то про жидкость нужно обязательно помнить, ведь во время процесса заточки инструмент сильно накаляется.
Если вы не сможете его охладить, то его свойства ухудшатся, и с каждым разом оно будет все быстрее выходить из строя.
Самодельный станок для корончатых инструментов должен иметь правильный угол, и это самая сложная часть в создании устройства своими руками.
Чтобы сделать угол верным, нужно произвести непростые расчеты, поэтому часто потребители решают приобрести уже готовый инструмент для заточки, чтобы сэкономить время и силы.
Самый важный угол находится спереди, он определяется, исходя из главной секущей плоскости.
Задний угол имеет параметры, аналогичные переднему, но в соответствии с задней плоскостью.
Для того чтобы определить, как располагается верхний угол, нужно посмотреть на устройство с боковой позиции: в правильном положении он располагается между первой и второй кромкой.
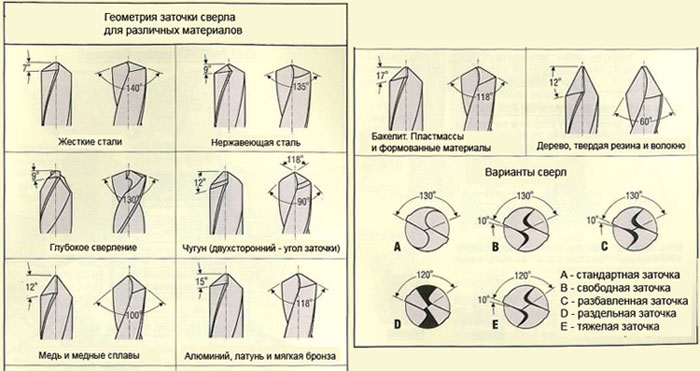
Обычно первый угол должен иметь наклон около 20 градусов, а задний – 10. Верхний угол имеет всегда одно и то же значение на всех устройствах: 118 градусов.
Перед работой нужно подготовить перчатки и очки, поскольку эта работа может быть травмоопасной.
Если у вас мало опыта в создании подобных станков своими руками, то следите внимательнее за тем, как расположен круг, ведь если его угол подачи будет неверным, то круг просто вырвется из рук.
Посмотрите видео о том, как собирать аппарат для заточки – оно очень поможет, если у вас мало опыта.
Заточить сверло это очень просто
Размерный ряд получаемого диаметра составляет от десяти до пятидесяти пяти миллиметров. Чаще всего применяют для сверления не толстого материала, так как у него нет отвода для стружки.

Продаются они в наборах и по штучно.
Для сверления глубоких отверстий, дополнительно используют насадку.
Имеют различную форму заточки и различные варианты исполнения шестигранных хвостовиков.
Такой хвостовик хорошо зажимается в шуроповерте и дрели.
Рекомендуемые обороты для сверления сверлом по дереву (об/мин):• 1000 – при диаметре от и более 30 (мм) – твердый материал• 1500 – при диаметре от 10 до 25 (мм) – твердый материал
• 1500 – при диаметре от и более 30 (мм) – мягкий материал• 2000 – при диаметре от 10 до 25 (мм) – мягкий материал
Перед сверлением, необходимо проколоть шилом поверхность древесины в центре сверления.
Недостатки:-невысокая точность при сверлении;-грубая обработка поверхности;-плохое направление;-периодические остановки для выемки стружки.
Достоинства:-простота изготовления;-дешевизна при использовании
Применение:-врезание дверных замков;-подготовка гнезд под шканты;-сверление сквозных отверстий под крепежные элементы;— во всех других случаях, где к отверстию на предъявляются высокие требования.
Конструктивные особенности представленного перьевого сверла по дереву:-толщина плоскости пера – 2,6 (мм);-угол заточки режущей грани – 85˚ (по ходу вращения инструмента);-глубина фрезеровки направляющей кромки (с обеих сторон) – 1,0 (мм);-ширина фрезеровки направляющей кромки (с обеих сторон) – 2,6 (мм);-диаметр хвостовика составляет – 7,0 (мм);-окончание хвостовика шестигранник с размером – 6,0 (мм);-длина составляет – 160 (мм);-диаметр отверстия на плоскости пера составляет – 3,2 (мм).
Заказать чертеж
Как правильно заточить сверло по металлу видео
Ничего сложного. Главное — аккуратность и внимательность.
В быту мы не используем крупные сверла, как правило, самыми ходовыми размерами являются малые и средние — от 0,5 мм до 18 мм. Их и будем затачивать. Только для начала соберем все необходимое для этого. В идеале работу по заточке сверла лучше проводить на заточном станке.
Каждый уважающий себя хозяин просто обязан иметь в гараже небольшой наждак. Даже если его нет, не страшно. Обойдемся болгаркой или насадкой на электродрель. Только сначала нужно прочно закрепить электроинструмент на плоскости.
Главное — получить вращающийся заточной диск или наждачный камень.
О технике безопасности забывать тоже не следует. Береженого бог бережет. Если вы еще не носите очки, тогда защититесь ими. Случиться может что угодно.
Еще очень важно при заточке вовремя охлаждать сверло, поскольку если этого не делать, то сталь потеряет прочность. Во время заточки сверло сильно накаляется, а для охлаждения необходимо периодически макать его в холодную воду или в жидкое масло
Жидкость нужно налить в небольшую емкость и разместить в пределах досягаемости возле станка или закрепленного электроинструмента.
Как заточить спиральное сверло
О том, что сверло притупилось, мы узнаем сразу же при первых оборотах патрона дрели. Сверло перегревается, скрипит и напрочь отказывается резать даже мягкий металл. Чем больше сверло нагревается, тем быстрее оно тупится, поэтому при первых проявлениях признаков потери сверлом остроты, заточите его.
Точим вручную, поскольку специальных приспособления для заточки у нас нет, хотя они здорово упрощают процесс и делают его точнее. Заточить сверло по металлу можно несколькими способами. Рассмотрим два из них. Для заточки сверла до 3 мм, и более 3 мм.
Самый простой способ заточки — это когда мы затачиваем режущую кромку в одной плоскости. При этом задний угол должен составлять около 30˚. Пользуясь этим методом, самое главное — сохранять параллельность режущей кромки поверхности круга. И стабильность положения сверла относительно наждачного круга.
Как только вы коснулись сверлом поверхности, ни горизонтально, ни вертикально его перемещать нельзя. С первого раза не получится точно. Зато со второго — обязательно выйдет.
Стоит помнить, что если приложить чрезмерное усилие, а вы помните, что мы затачиваем сверло толщиной до 3 мм, то режущая кромка может выкрошиться.
Второй способ более наукоемкий, но тоже не сложный. Спецы называют его коническим методом заточки. Суть его в том, что во время заточки сверло прижимается режущей кромкой и поверхностью задней части, при этом нужно слегка покачивать сверлом так, чтобы на задней перьевой части образовалась конусная поверхность.
Нужно стараться не отрывать сверло от камня во время заточки, и двигать сверлом очень медленно и без рывков. После этого создаем такой же конус на оставшемся пере.
Заточка победитового сверла
С победитовыми сверлами происходит то же самое, что и с обычными. Они могут затупиться, но значительно позже.
Единственное ограничение по работе с победитовым сверлом — у нас не получится заточить его на обычном заточном абразивном круге при обычной скорости вращения круга. Дело в том,что чем выше скорость заточки, тем мягче материал сверла.
Победитовое сверло очень твердое, и при обычных оборотах наждачного камня сверло можно запросто перегреть. Два варианта — или уменьшать обороты, или применять алмазный заточной круг.
Есть несколько основополагающих правил, а остальное приходит с опытом:
- Победитовое сверло затачивается кратковременными касаниями к кругу.
- Следите за тем, чтобы при заточке не сбить центр оси вращения сверла.
- Угол заточки не должен быть меньше 160-170˚.
- Не охлаждайте сверло моментально, разу после заточки, иначе может треснуть.
- Не перегревайте победитовое сверло.
Если следовать этим простым советам, победитовое сверло получит новую жизнь. Не с первого, так со второго раза, точно.
Как заточить ступенчатое сверло
Ступенчатое сверло — белая ворона в семье сверл. Оно позволяет очень точно высверлить отверстие разных диаметров. Причем с очень точной центровкой. Есть разные модели ступенчатых сверл, но принцип один — одним сверлом можно выполнить отверстие от 4 до 32 мм. Они очень просты в заточке. Чтобы восстановить режущую кромку, достаточно просто поправить ее вращающимся кругом с наждачной бумагой.
Так можно продлить жизнь сверлам, и заодно научиться их затачивать. Работать тупым инструментом — не солидно для хорошего мастера.
Закрепим видео:
Затачиваем сверло в домашних условиях угол заточки и другие нюансы
Процесс заточки достаточно кропотлив и включает в себя несколько этапов.
Самым первым этап визуальный контроль на наличие сколов и микротрещин. Если таковые имеются у корончатых сверл HSS, то принимается решение об укорачивании сверла или списание. Сверла TCT восстановить не представляется возможным.
Вторым этапом определяется форма зуба, наличие граней, особенности заточки, количество зубьев.
Третьим этапом сверло закрепляется в специальной оснастке, выставляется нужный угол согласно таблице производителя, или универсальной таблице, поставляемой вместе с заточными станками.
Чаще всего с помощью делительного диска устанавливаются значение количества зубов.
После последовательной шлифовки под выставленным углов всех зубьев, угол меняется, и шлифовка продолжается.
При интенсивной эксплуатации и частой заточке, а так же при укорачивании сверла необходимо затачивание передней поверхности зуба (в глубину). Эта операция так же выполняется на универсальном заточном станке, с заменой диска.
Как правило, ресурс корончатого сверла при правильной заточке снижается на 25%, но по сравнению с покупкой нового сверла — выгода очевидна.