Поговорим про сварку инвертором для начинающих
Содержание:
Типы сварки
Аппараты для сварки обладают блоком выпрямительных диодов. Это обеспечивает постоянную силу тока, что является непременным условием для сварочных полуавтоматов, материалом для которых служит проволока. Если для аппарата нужны электроды, то это обозначает опцию и возможность применения в процессе работы всех их марок. А полярность при сварке – основа ее качества.
Применяя полуавтомат, надо соблюсти полярность подключения. Сварка под защитой газа омедненной проволокой осуществляется при помощи тока прямой полярности. Фактически это означает:
- на держак подается минус;
- на само изделие – плюс.
Сила тока идет на него от проволоки. Изделие нагревается по сравнению со сварочной проволокой сильнее. В результате площадь свариваемого участка увеличивается. Он нуждается в значительном нагреве с целью формирования ванны для сварки. Проволока, которая обладает меньшей площадью, быстро расплавляется. Она попадает в нужное место уже расплавленной каплей. Током, протекающим от минуса к плюсу, увлекается расплавленный материал, образуется подходящая сварочная ванна.
Работая полуавтоматом вне защитной газовой среды, необходимо применять особую флюсовую (порошковую) проволоку. В таком случае меняется полярность подсоединения «массы» и держака. На последнем – плюс, а на «массе» — минус. Температура плавления флюса приблизительно соответствует температуре плавления металла. Чтобы добиться образования качественного шва, нужно, чтоб сгорел флюс. После чего ожидаются два следующих этапа:
- Должно появиться газообразное облачко.
- В его среде будет осуществляться процесс сварки.
Сила тока направляется к плюсу от минуса, и падение капли металла оказывается более низким. Как раз это обусловит меньший прогрев металла для сварки. Ведь его охлаждение не производится защитной газовой средой. По этой причине образование сварочной ванны почти не отличается от процесса сварки в среде газа. Сварка переменным током несет с собой свои преимущества. Она не имеет расхождения с дугой относительно первоначальной оси. А на качество шва как раз воздействует отклонение дуги.
Работая с генератором на переменном токе, несложно заметить: полярность его циклически меняется. Циклам присуща частота 50 Гц. Она, поднявшись до плюсового напряжения, может упасть до нуля либо опуститься до отрицательного показателя. Напряжение изменяется от плюса к минусу и наоборот.
Прямая и обратная полярность при сварке
Принцип работы сварки с прямой полярностью
подразумевает следующий алгоритм: ток от сварочного инвертора попадает на обрабатываемую деталь под положительным зарядом, в свою очередь клемма аппарата со знаком «плюс» соединяется с поверхностью металла с помощью специального кабеля. Заряд со знаком «минус» подается через электродержатель на электрод, который подключается к минусовой клемме. Это обеспечивает максимальный нагрев обрабатываемой детали при минимальном накаливании электрода. Подобный тип подачи тока рекомендуется для сварки изделий с толстыми краями, скрепление нескольких металлических пластин, а также часто используется профессионалами для резки по металлу.
Полезно знать:
Если стоит задача получить идеальный, аккуратный шов без большого количества брызг от обрабатываемого изделия из металла обычно используется применение постоянного тока. Это происходит из-за отсутствия частой смены полярности при сварке. В остальных случаях в основном применяется переменный электроток по причине своей экономности в отличии от тока постоянного.
При сварке обратной полярности
инвертором необходимо выполнить противоположные действия. На обрабатываемую поверхность металлической детали подается заряд со знаком «минус» от минусовой клеммы.В свою очередь, на электрод направляется заряд со знаком «плюс» от плюсовой клеммы. При таком подключении максимальные нагрев образуется на электроде, а обрабатываемая поверхность металла нагревается минимально. Такой тип полярности позволяет проводить так называемую «деликатную» сварку, так как в процессе сварки с помощью обратной полярности нивелирует вероятность «прожога» металла, что является наиболее актуальным с тонколистными металлами, сплавами, реагирующими на перегревание, а также с нержавеющей, легированной сталью.
Обратите внимание:
чтобы предотвратить вероятность прожигания металла в ходе сварки профессионалы в сварочном деле советуют применять прижимную струбцину, которая позволяет крепко фиксировать обрабатываемые листы металла и делать процесс сварки более простым и удобным.
Как варить вертикальный шов
 Сварка таких швов (наклонных и потолочных) — довольно сложный процесс. Это связано с тем, что даже расплавленный металл подвержен закону всемирного тяготения. Его все время тянет вниз, что и вызывает трудности. Начинающим сварщикам нужно будет потратить много времени, чтобы научиться этому.
Сварка таких швов (наклонных и потолочных) — довольно сложный процесс. Это связано с тем, что даже расплавленный металл подвержен закону всемирного тяготения. Его все время тянет вниз, что и вызывает трудности. Начинающим сварщикам нужно будет потратить много времени, чтобы научиться этому.
Существует 3 технологии варки вертикального шва:
Треугольник. Применяют при соединении деталей толщиной не больше 2 мм. Сварка происходит снизу вверх. Жидкий металл находится сверху застывающего. Он стекает вниз, тем самым закрывая шовный валик. Стекающий шлак не мешает, т. к. он движется по затвердевшей ванне, которая выходит под определенным углом. Внешне сварная ванна похожа на треугольник
В этом способе важно безошибочно двигать электрод для полного заполнения стыка.
Елочка. Такой вид сварки подойдет для зазоров между заготовками, равными 2−3 мм
По кромке от глубины на себя необходимо электродом расплавить металл на всю толщину заготовки и, не останавливаясь, спустить электрод до зазора. После того как произойдет проплавка, сделать все это по другой кромке. Нужно продолжать от низа до верха сварочного шва. Так получается равномерное расположение расплавленного металла в пространстве зазора. Важно не допустить образования подрезов кромок и подтеков металла.
Лестница. Такой способ применяется при большом зазоре между соединяемыми заготовками и малом притуплении кромок (или его отсутствии вообще). Сварка осуществляется зигзагообразно от одной кромки к другой снизу вверх. Электрод длительное время останавливается на кромках, а переход производится быстро. Валик будет иметь небольшое сечение.
https://youtube.com/watch?v=eNo05v10ToM
Полярность при сварке
 Расплавление металла в процессе сварки осуществляется под действием тепла дуги. Она образуется между металлом и электродом при их подключении к противоположным клеммам сварочного устройства.
Расплавление металла в процессе сварки осуществляется под действием тепла дуги. Она образуется между металлом и электродом при их подключении к противоположным клеммам сварочного устройства.
Есть 2 варианта выполнения сварочных работ: прямой и обратной полярности.
- В первом случае электрод подключают к минусу, а металл — к плюсу. Осуществляется пониженное введение тепла в металл. Место расплавления узкое и глубокое.
- Во втором случае электрод подключается к плюсу, а металл — к минусу, происходит пониженное введение тепла в изделие. Место расплавления широкое, но не глубокое.
При выборе сварки необходимо учитывать, что элемент сети, подключенный к плюсу, нагревается больше. На прямой полярности варят толстый металл, а на обратной — тонкий.
https://youtube.com/watch?v=GrVBaIZ3ddE
Советы для «чайников»
- не пренебрегать средствами защиты;
- перед выполнением работы стоит потренироваться для предотвращения ошибок;
- сварку нужно выполнять с минимальной рекомендованной величиной силы тока;
- не забывать отбивать шлак;
- для уменьшения деформации изделия нужно закрепить детали в процессе сварки;
- соблюдать инструкции и рекомендации.
Помимо того, что сваркой можно соединять детали, ею можно и разрезать их. Для этого необходимо увеличить силу тока и отрезать деталь или уголки. Только ровно это сделать не получится.
Применяя это руководство, можно постепенно улучшать свои навыки и в дальнейшем без проблем пользоваться инверторной сваркой. Главное в этом деле — практика.
https://youtube.com/watch?v=Gc48nLTwTDg
В последние десятилетия благодаря бурному развитию полупроводниковых технологий сварка инвертором стала доступна любому домашнему мастеру. Сейчас современный инверторный аппарат бытового назначения для ручной сварки с максимальным током от 160 А и весом около 5 кг можно приобрести всего за 4.5÷5.5 тыс. руб. При этом он будет стандартно оснащен набором возможностей, значительно облегчающих работу сварщика и повышающих качество сварного шва. Это не значит, что сварочный инвертор является аппаратом для «чайников» и не требует никаких знаний и навыков. В основе сварки инвертором лежат те же самые электродуговые процессы и сварочные технологии, что и при использовании сварочного трансформатора. Но в нем реализован ряд автоматизированных функций, которые ранее обеспечивались только высокой квалификацией сварщика. В их число входит облегченный поджиг дуги («горячий пуск»), предотвращение прилипания электрода, переход в импульсный режим для восстановления капельного переноса (форсаж дуги), а также ряд других возможностей, облегчающих сварку и повышающих безопасность труда. Кроме того, инверторы позволяют работать на пониженном напряжении питания и способны сглаживать его скачки в широком диапазоне. Далее будут изложены основные правила работы и некоторые советы, которые могут быть полезны тем, кто впервые сталкивается с этим видом сварочного оборудования.
Особенности выбора электродов
Чтобы сварочные работы инвертором всегда выполнялись качественно и быстро очень важно уметь подбирать из всех разновидностей электродов представленных на современном рынке, именно тот который подходит для решения определенных сварочных задач. Выделим основные критерии, которые упростят процесс выбора оптимальных электродов для сварки инвертором:. Разновидность металлического изделия
(существует определенная классификация электродов по виду металла, которая поможет выбрать оптимальный вариант стержня электрода)
Разновидность металлического изделия
(существует определенная классификация электродов по виду металла, которая поможет выбрать оптимальный вариант стержня электрода).
Представляем вам основную классификации электродов по типу металла:
- Для выполнения ремонтных работ и наплавки;
- Для сварки на углеродистой и низколегированной стали;
- Для сварки изделий из меди и ее сплавов;
- Для сварки изделий из чугуна и его сплавов;
- Для сварки изделий из алюминия и его сплавов;
- Для выполнения работ с трудноподдающихся сварке металлами;
- Для сварка изделий из высоколегированной стали;
- Для сварки изделий с теплоустойчивыми с характеристиками.
Чистота обрабатываемой поверхности металла
(например, стрежни электродов с рутиловым покрытием способны выполнять сварочные работы на сильно загрязненных, ржавых поверхностях металлических деталей; а основные электроды, наоборот, рекомендуется использовать для прочных соединений во время при отсутствии каких- либо загрязнений или влаги на металле).
Толщина металла
(Чем больше толщина металла для сварки, тем большего диаметра должен быть подобран электрод):
- Для толщины изделия в 2 мм используют диаметр электрода в 2,5 мм;
- Для толщины изделия в 3 мм используют диаметр в 2,5 и 3 мм;
- Для толщины изделия в 4 и 5 мм используют диаметр электрода в 3,2 и 4 мм;
- Для толщины изделия от 6 до 12 мм используют диаметр электрода в 4 и 5 мм;
- Для толщины изделия свыше 13 мм необходимо использовать электроды в 5 мм.
Выбор оптимального электротока
(Зависимость между диаметром рабочего стержня электрода и электротоком можно охарактеризовать следующим образом: если при усиленном токе изделие можно прожечь насквозь, то пониженном электротоке возможность создания рабочей электродугу окажется невозможной):
- электроду в 2 мм необходим ток от 50 до 60 А;
- электроду в 2,5 мм необходим ток от 60 до 90 А;
- для электрода в 3 мм необходим ток в пределах 80 — 140 А;
- для электрода в 4 мм необходим ток от 130-160 А;
- для электродов в 5 мм необходим ток в 200 А;
- электроду в 6 мм необходим ток от 220 до 240 А.
Если вкратце, деталь плавится в результате образования электрической дуги, образуемой от анода — электрода с положительным зарядом источника электротока, и отрицательного катода. Источником электротока является сварочный аппарат, анодом и катодом — держатель и провод с клеммой, присоединяемый к металлической заготовке. При приближении электрода к заготовке между ними образуется электрическая дуга, которая разогревает заготовку до высокой температуры, происходит плавление и смешивание разогретых поверхностей. Если анодом является деталь — электросварка происходит в режиме прямой полярности. Обратная полярность при дуговой сварке образуется при подаче положительного заряда на держатель сварочного аппарата.
Что такое сварочный инвертор и как он работает
Инвертор представляет собой современное оборудование, которое используется для соединения металлических деталей. Принцип сварки инвертором аналогичный другим сварочным аппаратам. Прибор вырабатывает ток максимальной силы, благодаря которому появляется электрическая дуга. В дальнейшем она поддерживается за счёт мощного напряжения и позволяет разогревать металл. В случае с инвертором дуга появляется между обрабатываемой поверхностью и электродом. Его отличие в том, что в стандартных моделях мощное напряжение вырабатывается с помощью трансформатора. В инверторе другая система.
Чтобы создать мощное напряжение, входной ток в 220В проходит через специальный выпрямитель. Там он преобразуется в постоянный. Далее постоянный ток преобразуется в переменный с частотой до 100 кГц. На последнем этапе происходит выпрямление потока и последующее его использование в сварочных работах
Важно знать, как сварить заготовки вместе и что для этого нужно, чтобы получить прочную конструкцию
Подготовка к работе инвертором
При первом включении, а также при перемещении сварочного инвертора на новое место работы необходимо проверить сопротивление изоляции между корпусом и токоведущими частями, после чего подсоединить корпус к заземлению. Если инвертор долгое время находился в эксплуатации, перед тем как приступить к сварке, нужно обязательно провести его ревизию на предмет скопления пыли во внутреннем пространстве. При повышенной запыленности следует очистить все силовые элементы и блоки управления сваркой с помощью сжатого воздуха с умеренным напором. Для беспрепятственной работы системы принудительной вентиляции аппарата вокруг него должно быть создано свободное пространство на расстоянии не менее полуметра. Запрещается варить устройствами инверторной сварки вблизи мест работы шлифовальных и отрезных машинок, т. к. они создают металлическую пыль, способную вывести из строя силовую часть и электронику инвертора. В случае проведения сварочных работ на открытом пространстве необходимо защитить аппарат от прямого попадания водяных брызг и солнечных лучей. Устанавливаться сварочный инвертор должен на горизонтальной поверхности (либо под углом, не превышающим значение, указанное в паспорте).

Внешний осмотр оборудования
Внешний осмотр сварочного инвертора производится самим сварщиком перед началом каждой рабочей смены. Во время этой процедуры в первую очередь проверяется состояние изолирующих оболочек сварочных и питающего кабелей и в случае необходимости делается их замена или ремонт. Далее проверяется держатель электродов и зажим кабеля массы, а также состояние штекеров и гнезд для подключения к сварочному инвертору. Следующим шагом производится осмотр панели управления сваркой на предмет целостности тумблеров, переключателей, кнопок и индикаторов. Кроме того, определяется общая запыленность аппарата и при необходимости проводится его очистка.
Использование средств защиты
При проведении сварочных работ наибольшую опасность представляет вероятность поражения электрическим током, получение ожогов от разлетающихся капель расплавленного металла и световое воздействие на сетчатку глаза излучением электрической дуги. Кроме того, возможны механические травмы и попадание в дыхательные пути газов, выделяющихся в процессе сварки. Поэтому любой начинающий сварщик, решивший освоить сварочный инвертор, кроме самого аппарата, обязан приобрести комплект средств индивидуальной защиты, а также тщательно изучить правила техники безопасности при выполнении сварочных работ. В стандартный комплект защитных средств сварщика входят маска и искростойкие перчатки, а также спецовка и обувь из негорючих и неплавящихся материалов. Кроме того, в процессе сварки инвертором может потребоваться специальный респиратор, а зачистку заготовок и швов необходимо производить в защитных очках.

Принцип работы
 Инвертор — электронное устройство, работающее от электросети. При включении в работу старых сварочных аппаратов происходит сильный и огромный толчок электроэнергии, в связи с чем возможно отключение света.
Инвертор — электронное устройство, работающее от электросети. При включении в работу старых сварочных аппаратов происходит сильный и огромный толчок электроэнергии, в связи с чем возможно отключение света.
Инвертор же располагает аккумуляционными конденсаторами, накапливающими электроэнергию и обеспечивающими бесперебойную работу сети. Они мягко разжигают дугу инвертора.
Стоит обратить внимание на то, что потребление электроэнергии зависит от диаметра электродов. Чем он больше, тем больше потребление
В связи с этим, чтобы не сжечь бытовые приборы, необходимо перед работой с инвертором рассчитать максимально возможное количество электроэнергии, которое будет расходоваться аппаратом.
Стоит учесть, что для каждого диаметра электрода представлена минимальная сила тока, т. е. при попытке снизить силу тока шов не получится. При повышении же силы тока — получится, но электрод будет быстро сгорать.
Дуга исходит от соединения металлического участка электрода и свариваемого металла. Электрод и металл начинают плавиться под воздействием температуры дуги. Расплавленные части в ее месте образуют ванну. Расплавляется обмазка электрода, часть которой переходит в газообразное состояние и перекрывает ванну от кислорода. Другая часть обмазки (в жидком состоянии) защищает металл от воздуха во время сварки и в процессе охлаждения.
После сварки и охлаждения металла жидкая часть представляет собой шлак, покрывающий шов с внешней стороны. После остывания шлак удаляется постукиванием молотком.
Электрод в процессе сварки плавится. Чтобы дуга не гасла, нужно выдерживать ее длину, т. е. расстояние между металлом и электродом. Это можно сделать при вводе электрода в место сварки с одинаковой скоростью и ровно по стыку шва.
При короткой дуге (около 1 мм), металл греется на малую по ширине площадь, а шов выходит выпуклый. В точке соединения шва и металла может появиться такой дефект, как подрез (параллельная ямка возле шва). Он снижает прочность шва.
Длинная дуга нестабильна, плохо защищена от воздуха, почти не прогревает металл, и шов выходит неполной глубины. Нормальная величина дуги — от 2 до 3 мм. Постоянный зазор такой величины сформирует нормальный шов, с хорошим проваром.
Как правильно сваривать металл инвертором
Для работы со сваркой необходимы следующие защитные элементы:
- Перчатки из грубого материала, но ни в коем случае не резиновые.
- Сварочная маска с фильтром, который подбирается в зависимости от величины сварочного тока. Удобнее использовать маску «хамелеон», т. к. установленный в ней фильтр распознает дугу и под ее размеры затемняется. Стоит отметить, что при пониженных температурах фильтр не успевает сработать вовремя, а при температуре меньше -100 градусов эта маска не защитит.
- Одежда, которая должна быть из натурального плотного и невозгораемого материала, закрывать шею и руки.
- Закрытая обувь из натуральной кожи и на толстой подошве.
Необходимо подготовить безопасное место для сварки:
- Свободное пространство, отсутствие всего лишнего.
- Хорошее освещение.
- Работа выполняется стоя на деревянном настиле, который защищает от поражения током.
После этого необходимо настроить сварочный ток (в зависимости от толщины металла и деталей) и выбрать электрод (2−5 мм). Обычно на корпусе прибора указана сила этого тока. Электроды необходимо выбирать, ориентируясь на марку материалов для сварки. Далее подключается клемма массы к свариваемой поверхности.
Для получения надежного и качественного соединения перед началом работы металл следует подготовить. Металлической щеткой удаляется ржавчина с кромок, которые нужно обработать растворителем (бензином, уайт-спиритом)
Важно не допустить на кромках наличие жира и лакокрасочных материалов
Новичкам лучше выполнять шов в виде валика на металлическом листе с большой толщиной. Лист необходимо положить горизонтально на стол. На нем мелом прочерчивается прямая линия для ориентира в работе, по которой будет прокладываться валик. Для начала сварки необходимо поджечь дугу. Сделать это можно 2-мя способами:
Можно зажечь и удержать дугу обоими способами. Далее идет сам процесс сварки, получается сварочный шов. Накипь металла сверху шва необходимо убрать постукиванием маленьким молоточком или твердым предметом. Умение управлять длиной дуги обеспечит отличный результат.
На красоту шва влияют:
- угол наклона электрода;
- схема поперечных и продольных передвижений;
- скорость движения электрода.
https://youtube.com/watch?v=SRLRSxWUJxc
Пошаговая инструкция по сварке инвертором для начинающих
Для освоения сварки инвертором начинающему сварщику необходимо изучить некоторые основы сварочной технологии и освоить азы сварки штучными электродами. Кроме этого, обязательно нужно разобраться с предельными возможностями электрической сети дома или дачи, а также определиться с оборудованием места проведения сварочных работ и подключением силового кабеля для запитывания инвертора. Для обучения сварке штучными электродами листового и конструкционного проката небольшой толщины с использованием инвертора достаточно будет приобрести пачку электродов с основным покрытием Ø 2÷3 мм. Также потребуется металлическая щетка для зачистки сварных швов и поверхностей свариваемых заготовок.
Настройка силы тока
Правильный подбор величины тока сварочного инвертора является залогом качества сварного шва. Для того чтобы выбрать значение, соответствующее толщине металла и диаметру электрода, начинающему сварщику лучше всего воспользоваться соответствующей таблицей из паспорта инвертора. После этого необходимо включить тумблер питания аппарата, а затем, поворачивая регулятор, установить необходимое значение силы тока. У некоторых устройств шкала его значений нанесена на лицевой панели инвертора по дуге поворота регулятора, у других оно отображается на цифровом индикаторе (см. фото ниже).

Как подключать электрод
На одном конце любого штучного электрода 20÷30 мм внутреннего стержня свободны от обмазки. Этой частью он фиксируется в держателе (держаке), через который на него подается сварочный ток. В настоящее время самыми распространенными являются зажимные держатели («прищепки») с профилированной под стержень электрода внутренней частью губок. Эти приспособления отличаются удобством, большой скоростью замены огарков на новые электроды и их жесткой фиксацией.
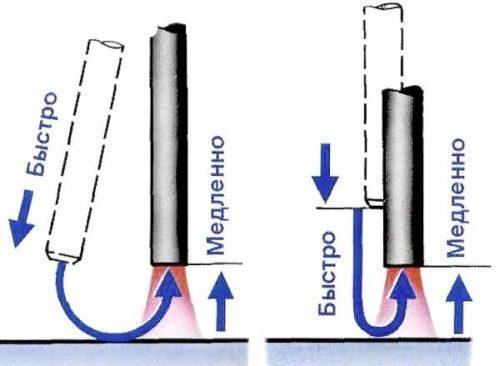
Розжиг дуги
Традиционно для зажигания сварочной дуги применяют два метода. При первом концом вертикально удерживаемого электрода слегка касаются поверхности металла, а затем отводят его назад на расстояние в несколько миллиметров (см. левый рис. ниже). При втором его движение аналогично перемещению головки спички по боковине коробка, поэтому он называется «чирканьем» (см. правый рис. ниже).
Передвижение и наклон электрода при сварке
При сварке инвертором движение электрода вдоль свариваемых поверхностей осуществляется так же, как и при использовании других технологий ручной сварки. И так же существует три основных разновидности его наклона по отношению к прямой линии движения (см. рис. ниже). Большинство сварочных швов выполняют углом вперед. Это самая распространенная сварочная технология, и она лучше всего подходит для начинающих при освоении сварки инвертором. При работе в ограниченных пространствах и сваривании труднодоступных мест используют сварку с перпендикулярным положением электрода. Он требует высокой квалификации и не подходит для обучения новичков даже несмотря на то, что функции инвертора могут компенсировать их некоторые ошибки. Сваривание угловых и стыковых сопряжений чаще всего выполняют сваркой с углом назад.
Контроль промежутка дуги
Электрическая дуга возникает в зазоре между торцом электрода и плоскостью заготовки. От правильного выбора и поддержания требуемой величины сварочной дуги в процессе сварки инвертором во многом зависит равномерность и качество сварного шва. В соответствии с рекомендациями по технике сварки в идеальном варианте ее размер не должен быть больше диаметра электрода. Но постоянно выдерживать такое расстояние очень трудно, поэтому приемлемой считается дуга, не превышающая диаметр более чем на один – два миллиметра.














