Как производится сварка аргоном
Содержание:
- Процесс сварки неплавящимися электродами
- Технология сварки алюминия с помощью аргона
- Область применения
- Характеристики процесса сварки в среде инертного газа
- Одежда для сварки и средства защиты
- Сфера использования
- Особенности сварки
- Инвертор
- Оборудование для аргоновой сварки
- Автоматическая аргонодуговая сварка
- Сложности процесса и способы их преодоления
- Особенности применения сварки аргоном
- Присадочные материалы для аргонодуговой сварки
- Теория и технология сварки алюминия
- Оборудование для аргонной сварки
Процесс сварки неплавящимися электродами
Схема применения сварки с электродом, не поддающимся плавлению, предполагает применение электрода, изготовленного на основе вольфрама. Электрод в таком типе аппарата размещается в горелке, посредством которой осуществляется продув инертного газа. Присадка подается в зону действия электродуги отдельно. Она не входит в электроцепь образования дуги. Сварка с применением электрода на основе вольфрама носит название аргонодуговой сварки tig.
Специалистами в области сваривания металлов созданы две кардинально различающиеся между собой разновидности аргонодуговой сварки. При ручной горелкой и подачей материала управляет сварщик, при автоматической — перемещение горелки и присадки происходит без участия человека.
При использовании аргонодуговой сварки tig, в отличие от сварки с плавящимся электродом, зажигание дуги недостижимо путем прикосновения электрода к металлической заготовке. Такое зажигание невозможно по многим причинам, основными являются следующие:
- высокий потенциал ионизации газа;
- касание электрода на основе вольфрама к металлической заготовке ведет к его загрязнению и оплавлению.
Поэтому при использовании АДС с для поджигания дуги применяется спецустройство — осциллятор, включающийся в цепь параллельно.
Осциллятор подает высоковольтные импульсы высокой частоты, которые способствуют ионизации промежутка, а поджигание электродуги происходит после подачи тока сварки. При осуществлении сваривания переменным напряжением осциллятор сразу после образования электродуги переходит в режим стабилизатора. Это обеспечивает подачу импульсов на электродугу при изменении полярности. Периодическая подача импульсов препятствует деионизации и поддерживает стабильность электродуги.
Все виды стали, сплавы на основе титана и другие материалы свариваются на токах прямой полярности, а сплавы на основе алюминия сваривают переменным током. Это требуется для усиления процесса разрушения пленки оксидов, образующейся на алюминиевом сплаве.
Для того чтобы уменьшить пористость в процессе сварки к инертному газу, образующему среду в месте сваривания, добавляется около 5% кислорода. Это обеспечивает дополнительную защиту расплава от загрязнения, так как кислород, взаимодействуя с примесями, заставляет их выгорать или в виде легких химсоединений всплывать на поверхность расплава. Этот процесс окисления и выведения из расплава вредных примесей способствует понижению пористости.
Технология сварки алюминия с помощью аргона
По степени механизации аргоновую технологию соединения подразделяют на ручную и полуавтоматическую. Рассмотрим первую.
Подготовка металла
Алюминий зачищают от окислов и грязи металлической щёткой или наждачной бумагой. Щётками работают только с этим металлом, чтобы не допустить попадания в зону сварки частиц других материалов – это уменьшит надёжность шва.
Применяют и химический метод зачистки деталей. Для этого в литр воды добавляют по 50 г едкого технического натра и фтористого натрия. Обработка сохраняет чистоту изделий на несколько дней. Для этого детали:
- промывают растворителем;
- протравливают едкой щелочью;
- промывают водой;
- сушат;
- прокаливают 15-20 минут при температуре 300 ̊C.
Режимы аргонодуговой сварки алюминия и необходимое оборудование
Режим процесса определяют род, полярность и величина тока. Для соединения изделий из алюминия применяют переменный или постоянный токи прямой полярности. Величина его зависит от диаметра электрода, толщины и вида металла, что отображено в таблице.
Для определения режима важны и следующие параметры:
- Напряжение дуги – зависит от её длины. Рекомендуют от 1,5 до 3 мм, тогда напряжение составит 11-14 В.
- Скорость сварки – определяется исполнителем исходя из формы и толщины шва.
- Расход аргона – так, чтобы хватило на весь процесс без необходимости прерывания и достаточно для защиты зоны шва от окисления.
- Расстояние между электродом и соплом горелки. Для стыковых соединений – 3-5 мм, тавровых и угловых – 5-8.
Комплект оборудования включает:
- источник напряжения – трансформатор или инвертор;
- горелка для плавящегося электрода или вольфрамового прутка;
- осциллятор для розжига дуги;
- баллон с газом и редуктор;
- средства защиты и расходные материалы.
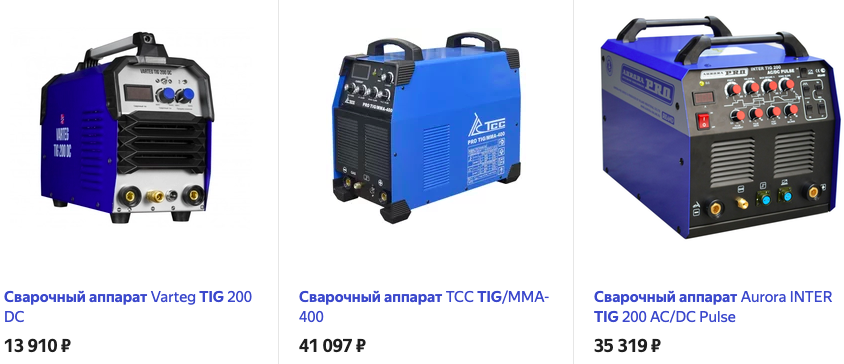 Примерная стоимость аппаратов для аргонодуговой сварки на Яндекс.маркет
Примерная стоимость аппаратов для аргонодуговой сварки на Яндекс.маркет
Оборудование заводского изготовления стоит от 10 до 500 тысяч в зависимости от потребительских свойств и рабочих параметров, а также степени механизации процесса.
Заточка электрода, процесс сварки
Электроды различают по добавкам в их составе. Для сварки алюминия используют маркированные и с концами, окрашенными в следующие цвета:
- WC 20 серый;
- WT 20 красный;
- WL 15 жёлтый.
Затачивают под конус при сварке постоянным током, с закруглённой вершиной – при переменном режиме. Длина заточенной части от 0,5 до 2 диаметров электрода: если длина заточки больше, ширина зоны проплавления получится меньше, чем требуется для качественного соединения; если заточка мала – снизится глубина проплавления. Риски, возникающие при заточке, влияют на стабильность дуги, поэтому конус лучше отполировать.
Прежде чем зажечь дугу, регулируют подачу газа, чтобы процесс шёл с самого начала в защитной среде. Аппаратом Kemppi MasterTig MLS 3003 ACDC работу ведут не дольше трёх минут, после чего, чтобы не перегреть, делают перерыв 5-7 минут. Затем выставляют режим плавного уменьшения тока (заварки кратера), в нашем случае 6-7 секунд. Это конечный участок сварного шва в 5-10 мм, высоту которого плавно уменьшают до нуля. Чтобы усадочная раковина в конце шва не получилась глубокой, подают большее количество присадочного материала.
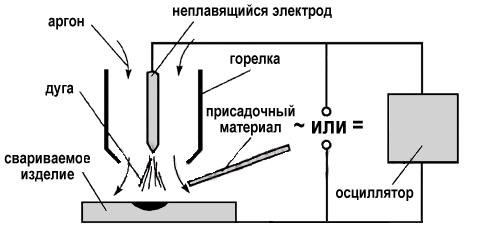 Схема аргонодуговой сварки
Схема аргонодуговой сварки
Дальше задают время выхода газа от 1 до 30 секунд с шагом в одну секунду: аргона должно хватить, чтобы в сварочную ванну от начала до конца не поступал кислород. Поэтому горелку сразу после прерывания струи поднимать не рекомендуют.
https://youtube.com/watch?v=Q1Hp4duHhUc
Область применения
С каждым годом аргонная сварка приобретает все более широкий набор областей своего использования. Изначально это был сложный и дорогой процесс, который востребован на крупном строительстве, где сварка проводилась на ответственных объектах, а также все использовалось для создания надежных соединений на каких-либо производственных предприятиях, где нужно было монтировать конструкции из металла для различных механизмов. Сейчас же выбор техники для ее проведения стал более широким. Это упрощает применение, так как современные варианты аппаратов являются более безопасными, а порой даже обладают меньшей стоимостью, чем это было раньше.
Сейчас сварка аргоном применяется во многих отраслях ремонтной сферы. При ремонте автомобилей, велосипедов, сельскохозяйственной техники и прочих разновидностей изделий, в которых используются сложные детали из цветных металлов и их сплавов. В строительстве данная технология по-прежнему сохраняет свою популярность и востребованность. Расширяется использование сварки в защитных газах в других областях, так как она становится доступнее. Практически все области, где нет проблем с загазованностью помещения, могут использовать такую технологию.
Характеристики процесса сварки в среде инертного газа
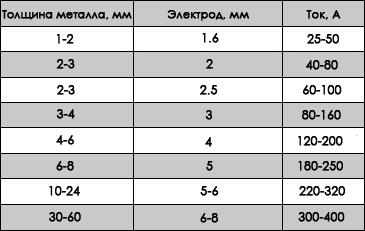
Таблица электродов для сварки.
Аргон — газ, практически не вступающий в химреакции с расплавами и газами в зоне горения электродуги. Так как аргон — газ более тяжелый, нежели компоненты воздуха, вследствие этого он способен выдавливать воздух из места осуществления работ. Вытесняя воздух, газ обеспечивает надежность изолирования ванны от контактирования с газами атмосферного воздуха.
Аргонодуговая сварка дает возможность проводить крупнокапельный и струйный перенос расплава электрода. При осуществлении крупнокапельного переноса процесс является нестабильным с присутствием большого разбрызгивания.
Теххарактеристики, которые имеет аргоновая сварка, хуже, нежели у сварки в среде углекислоты. Это связано с тем, что при малом давлении в дуге расплав способен формировать капли большой величины.
При осуществлении струйного переноса расплава стабильность сваривания значительно вырастает, а степень разбрызгивания сильно понижается. Недостатком такого переноса является необходимость работы с большими токами, которые достигают 260 А, что часто не соответствует техтребованиям процесса.
Для получения стабильности рекомендуется применять при проведении сваривания импульсные источники электропитания дуги, способные переводить процесс к струйному переносу при токе равном 100 А.
Одежда для сварки и средства защиты
Для безопасного осуществления дугового процесса сварки аргоном, необходимо одеть специальную одежду и средства защиты. К таким средствам защиты относится: щиток, маска сварщика, очки сварщика, защитные стекла и светофильтры. Маска сварщика является одной из важнейших составляющих средств защиты сварщика. Ведь именно от этого зависит, как его здоровье, так и жизнь.
Маска сварщика не зря считается важнейшей составляющей средств защиты при осуществлении дуговой сварки аргоном. Это связано с тем, что она предохраняет от нескольких типов негативных воздействий на здоровье сварщика в процессе выполнения сварки. К таким негативным последствиям относят: повреждения органов дыхания, поражение роговицы глаз.

Сваривание металла в среде аргона дает, прочный, красивый шев
Маска сварщика изготовляется из легкого токонепроводящего, жаростойкого и нетоксичного материала. В корпус такой маски встроен затемненный экран, который защищает от излучения и обеспечивает необходимую видимость при проведении аргонодуговой сварки. Экран должен состоять из обычного защитного стекла, светофильтра и пластиковой пленки. Внешнее стекло способствует предотвращению попадания на светофильтр брызг метала. Изнутри светофильтр должен быть покрыт бесцветными небьющимся стеклом, чтобы предохранить глаза и лицо сварщика от поражения осколками.
Специальная обувь у сварщика (сапоги) должна предохранять его от контакта с нагретыми поверхностями. Перчатки сварщика защищают кожу рук от брызг и искр при осуществлении сварки аргоном. Также у сварщика должен быть противогаз или противопылевой респиратор, который необходимо использовать при повышении максимально допустимой концентрации газа и пыли.
Дополнительное оборудование для осуществления аргонодуговой сварки
Очень часто аргонная сварка производится на нестандартном оборудовании. Для того чтобы обеспечить качество работ, необходимо применять два дополнительных аппарата. Благодаря данному оборудованию можно осуществить качественный процесс сварки.
Осциллятор представляет собой устройство, при помощи которого происходит бесконтактное зажигание электрической дуги. Данное устройство поддерживает стабильный разряд дуги при работе на режимах переменного тока.
Осциллятор для дуговой сварки состоит из: коммутатора, релаксатора с накопительной емкостью, разрядника.
Через осциллятор на электрод подаются высокочастотные высоковольтные импульсы. Данные импульсы ионизируют дуговой промежуток и обеспечивают зажигание дуги после отключения тока. Если работа осуществляется на переменном токе, то после зажигания осциллятор начинает работать в режиме стабилизации. Он передает импульсы при смене полярности. Благодаря этому достигается устойчивое горение и устраняется деионизация дугового промежутка.

Для ремонта деталей, где необходима прочность и красота, подходит сварка аргоном
Технология сварки в среде аргона предполагает использования в качестве дополнительного оборудования балластный реостат. Его используют для осуществления регулировки силы тока и подборки оптимальных параметров при сварке изделий из разного материала.
Балластный реостат характеризуется долговечностью и высокой надежностью, а также он очень удобен при ремонте и эксплуатации.
Более подробно о сварке аргоном с использованием данных устройств можно посмотреть в специальном видео.
Сфера использования
С помощью аргона, инертного газа, выполняют такой вид сварки, как аргонодуговой. Электроды в при таких сварочных работах могут плавиться либо оставаться неизменными. Неплавящиеся электроды изготавливают из вольфрамовых материалов. Такой материал способен выдерживать температуру свыше трёх тысяч градусов.
Использование аргона способствует улучшению качества и прочности сварки. Аргон имеет атомный вес почти вполовину превышающий вес воздуха, что помогает ему вытеснять его и большинство газов, который занимают пространство в сварочном жёлобе, который образуется во время аргонодуговой сварки. Также он активно взаимодействует с металлом в зоне расплавления и влияет на его будущие свойства.
В этой статье мы поможем вам разобраться с аргоновыми сварочными аппаратами. Дадим советы, как подобрать устройство для своих потребностей, сравним несколько моделей и выделим среднюю цену, на которую следует опираться. Правильно подобрав сварочный аппарат для себя, вы останетесь полностью довольны, и он гарантировано оправдает свою стоимость.
Особенности сварки
Технология и принцип аргонодуговой сварки – симбиоз, включающий элементы, присущие дуговой электросварке и сварке газом.
С электросваркой процесс объединяет использование электрической дуги, а от газового способа сварки взято наличие газа и схожий принцип действия.
Аргонодуговой принцип работы заключается в том, что дуга нагревается и получает способность расплавлять кромку нержавейки, труб, дисков и других металлических соединений – на этом строится вся технология работы.
Присутствие же газообразного аргона объясняется самими свойствами металла: в процессе сварки цветной металл и легированная сталь подвергаются процессу окисления, либо влиянию примесей и воздействию кислорода – это влияет на качество шва, который становится мягким и не отличается прочностью.
Если говорить об алюминии, то без аргона с ним работать практически невозможно, поскольку под воздействием кислорода он загорается.
Видео:
Сварка в аргоновой среде качественно защищает металлические поверхности от проникновения кислорода и вредных примесей, и улучшает качество шва, а также помогает сохранить все физические характеристики металла и полностью соответствует ГОСТ.
Кроме того, расход аргона при сварке в этом виде ниже, чем при работе с другим сварочным оборудованием.
Аргон имеет вес на 38% больше, чем кислород, благодаря чему может вытеснить его из рабочей зоны и защитить ванну в среде, где происходит работа, от внешнего воздействия.
Газ нужно подать в рабочую область перед зажиганием дуги не позднее, чем за 20 секунд, и прекратить подавать его через 10 секунд, когда процесс окончен.
Аргон является инертным газом, поэтому не соединяется в среде с внешними газами или сплавами металла и стали.
Когда вы работаете с аргоном своими руками, следует помнить, что после подачи газа пространство будет насыщено электроном, который превращает аргоновую среду в проводник электричества.
Если вы решили производить сварку неплавящимся электродом, то для него используется вольфрамовый объект, т.к. это самый тугоплавкий из всех материалов. Из него изготавливают, например, накаливаемые нити, которые размещают в лампах.
Размер и то, из чего изготовлен электрод, зависят от типа металла, с которым вы будете работать: для обработки стали, труб и дисков из нержавейки, латуни, титана и т.д. вам понадобится воздействие на материал неплавящимся электродом разных типов.
Из размера и характеристик складывается расход энергии электрода, которая будет затрачена во время работы.
Технология аргонодуговой сварки делается тремя вариантами: ручной сваркой неплавящимся электродом (РАД), автоматической аргонодуговой сваркой с неплавящимся электродом (ААД), автоматической аргонодуговой сваркой с плавящимся электродом (ААДП).
Если вы собираетесь приобрести для работы готовый аппарат, то выбирайте модели типа TIG – этой аббревиатурой обозначается способ сварки с использованием вольфрама в инертной среде.
Этот аппарат полностью соответствует ГОСТ.
Инвертор
Сварочный инвертор представляет собой сварочный аппарат, благодаря которому можно быстро и качественно сварить углеродистую или легированную сталь, цветные металлы и даже чугун.
Сварочный аппарат инвертор может осуществлять широкий спектр работы, конкретные возможности зависят от того, какой электрод в нем стоит.
Благодаря специальной защите, электрод во время работы не может прилипнуть на инвертор.
Инвертор может работать, даже когда электросеть имеет значительные перебои и неполадки с напряжением, сваривая при этом сталь, металл или чугун на самом высоком уровне.
При этом инвертор потребляет электроэнергию в 2 раза меньше, чем стандартные трансформаторы (в аппарате для этого имеются специальные преобразователи).
Во время работы инвертор можно легко регулировать и выполнять разные виды сварки (варить тонкие листы, толстый металл, делать потолочный или вертикальный шов).
Видео:
И процент КПД, который обеспечивает инвертор, также чрезвычайно высок — около 90%, что говорит об эффективности проделываемой с помощью него работы.
На данный момент на рынке существует несколько видов подобных аппаратов:
- классические сварочные инверторы для простой сварки, во время которой применяется плавка покрытого электрода;
- инверторный аппарат, на котором возможно выполнить полуавтоматическое спаивание металлических конструкций, используя при этом присадочную проволоку (подача проволоки осуществляется автоматическим способом);
- аппарат инвертор, осуществляющий аргонно-дуговую сварку при помощи неплавящихся электродов из вольфрама;
- специальный инверторный аппарат, режущий различные металлы и использующий воздушно-плазменную струю.
Разумеется, аппарат инвертор имеет и определенные недостатки. Такой аппарат плохо работает, если в помещении наблюдается высокая влажность или запыленность.
Инвертор требует крайне бережного отношения. Не рекомендуется бросать или ронять его, это может привести к сбоям системы во время работы.
Кроме всего прочего, аппарат отличается высокой ценой и имеет не самый легкий принцип работы, поэтому работают с ним в основном профессионалы.
Оборудование для аргоновой сварки
В ходе обучения сварке аргоном выделяют три ее типа: ручная с применением неплавящегося электрода – РАД; автоматическая, производимая также неплавящимся электродом – ААД; автоматическая, использующая плавящийся электрод – ААДП. Еще следует знать аббревиатуру TIG, ее наличие на аппарате для сварки аргоном означает способность сварки фольфрамом в среде инертных газов.
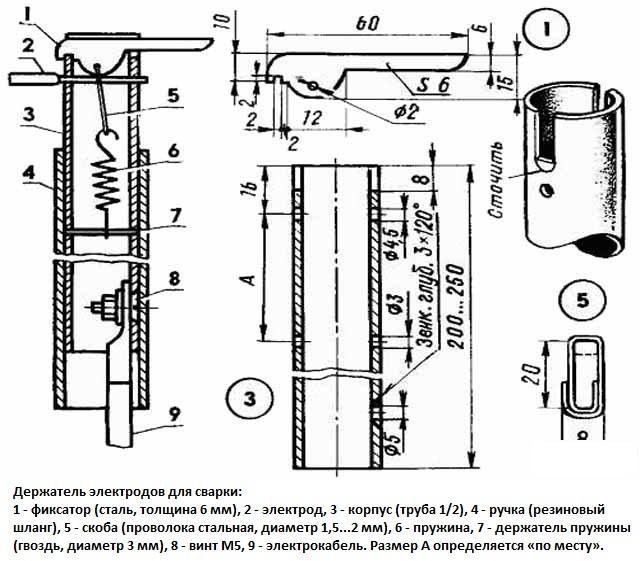
Горелка, применяемая в аргоновой сварке, внутри снабжена держателем для вставления и закрепления в нем электрода любого необходимого диаметра. Сам электрод крепится так, чтобы его край выступал из корпуса горелки не более чем на несколько миллиметров. Окружает электрод сопло, сделанное из керамического материала. Через него во время производства сварки поступает аргон. Еще необходима присадочная проволока для сварки аргоном, которая должна подаваться в сварочную зону. Она должна быть изготовлена из тех же металлов, что и сами части конструкции, подлежащие сварке. Ее диаметр, зависящий от материала свариваемых деталей, выбирается по таблицам справочников. В процессе работы присадочная проволока с горелкой должны находиться в руках у производящего сварку.

Прежде чем начать работу, очищают от жира с окислами и прочих загрязнений поверхности деталей, подлежащих сварке. Очистка подразумевает механический и химический способы. Затем на детали, подвергаемые сварке, подается обычная для дуговой сварки «масса». В сварке небольших изделий возможна ее подача в специальную ванну или специальный рабочий стол, изготовленный из металла. Подающуюся отдельно присадочную проволоку в общую электрическую цепь включать не нужно. Горелку обычно сварщик держит правой рукой, присадочную проволоку – левой. Также горелка должна быть снабжена кнопкой для пуска тока с газом, что позволит регулировать расход аргона при сварке. Выбираемая сила тока зависит характеристик свариваемых материалов или подбирается опытным путем. Подача газа включается до начала сварки, примерно за 20 секунд перед ней.
Горелка с электродом подаются к свариваемым кромкам изделия на максимально близкое расстояние. Это необходимо для создания самой короткой дуги, возникающей от края электрода до металла. Именно электрическая дуга расплавляет край свариваемой части детали с присадочной проволокой. Чем короче дуга, тем лучше глубина сплавления металла, уже и эстетичнее шов. От большой дуги не только портится качество шва, но и растет напряжение. Оптимальное расстояние между горелкой и деталью – около 2 мм.
Автоматическая аргонодуговая сварка
- Механизированная — в оборудовании горелкой управляет непосредственно сварщик, проволока подается автоматически.
- Автоматизированная — технологический процесс и нанесение сварного шва происходит под надзором оператора, управляющего оборудованием. Движение горелки и подача проволоки выполняется с помощью автоматики.
- Роботизированная — сварочное оборудование для автоматической аргонодуговой сварки плавящимся электродом в таком случае полностью выполняется с помощью механизма. Контроль над режимом, нанесением сварного шва и другими аспектами контролирует компьютерный процессор, следуя заложенной программе.
Сложности процесса и способы их преодоления
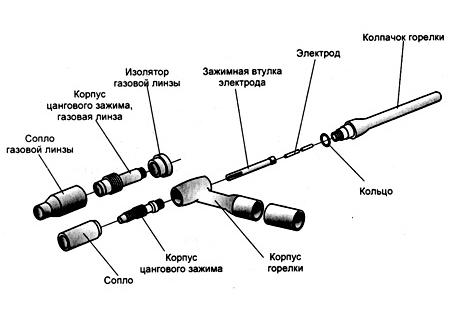
Рисунок 1. Схема устройства сварочной горелки.
- Покрытие поверхности оксидом Al2O3. Этот налет обладает большей плотностью, чем сам металл и тугоплавкостью. Это затрудняет сплавление кромок, а сварной шов загрязняется оксидом. Перед выполнением сварочных работ кромки должны быть очищены. Оксидная пленка образуется и непосредственно при проведении сварки. Для разрушения Al2O3 на аппаратах постоянного тока устанавливают . Оксид удаляется методом катодного напыления. При переменном токе, разрушение оксида приходится на витки обратной полярности.
- Под воздействием высоких температур прочность алюминия резко падает. Разрушение металла может произойти под весом сварочной ванны. Ее размеры тяжело контролировать визуально, ввиду того, что изменение цвета при нагреве алюминия практически невидимо. Прожог приведет к вытеканию металла через корень шва. Во избежание этого аргонная сварка алюминия производится на керамических или графитовых формирующих подкладках.
- Алюминий склонен к деформации. Избежать коробления можно, используя предварительный подогрев.
- Образование пор на шве под воздействием водорода. Пористость снижает технические характеристики конструкции. Наиболее подвержены образованию пор сплавы АМг. Перед проведением сварочных работ стыкуемые кромки обезжиривают. При сварке толстостенных изделий проводят предварительный подогрев до 200°C.
- Высокая теплопроводность алюминия обуславливает использование мощных источников нагрева. В отдельных случаях необходим предварительный подогрев.
- Образование на шве горячих трещин. Для улучшения структуры шва используются специальные модификаторы.
Особенности применения сварки аргоном
Сварка аргоном технологией во многом схожа с газовой сваркой и дуговой. В производстве таких сварочных операций применяются электрическая дуга и газовая среда (аргон). Электрическая дуга применяется для нагрева и плавки кромок свариваемого материала, а инертный газ аргон оберегает металл от действия примесей и прочих газов, плохо влияющих не свойства шва.
Цветные металлы, как и легированные стали, в ходе сварки способны окисляться от действия кислорода или вступать во взаимодействие с другими примесями, из-за чего шов может оказаться недостаточно прочным. А сварка алюминия аргоном – вообще единственно возможный способ сварки этого металла, так как он горит от соприкосновения с кислородом. Аргон же, будучи гораздо тяжелее атмосферного воздуха, без труда выгоняет кислород из сварочной зоны и полноценно защищает ванну от прочих атмосферных влияний.

При этом он почти не вступает во взаимодействие со свариваемыми материалами и образующимися в области горения дуги газами, благодаря чему считается инертным газом. Подают аргон в сварочную зону незадолго до начала горения дуги, а прекращают его подачу через несколько секунд по завершении работ. Но существует у сварки в среде аргона одна особенность, которую стоит учитывать: при сварке током при обратной полярности аргон способен испускать электроны, из-за чего сама среда аргона становится электропроводной.
При производстве сварки аргоном пользуются как электродами плавящимися, так и неплавящимися. Из последних чаще всего применяется электрод из вольфрама – наиболее тугоплавкого материала, который даже используют в нитях ламп накаливания. В зависимости от характеристик сплавляемых металлов подбирают диаметр с материалом электрода. Это нетрудно сделать, воспользовавшись данными специальных таблиц в справочнике.
Присадочные материалы для аргонодуговой сварки
- Из нержавейки — присадка для сварки из нержавеющей стали применяется для создания шва имеющего антикоррозионные свойства.
- Алюминия и сплавов — получаемый шов способен выдерживать воздействие высоких температур и других факторов не поддаваясь растрескиванию и сохраняя прочностные и другие характеристики.
- Меди и сплавов — такая присадка позволяет получить шов отличающийся вязкостью и текучестью, а также высокой электропроводностью, что незаменимо при обработке определенных цветных металлов.
- Никеля — присадочный пруток из никелевого сплава позволяет выполнять работы по наложению шва среди неоднородных материалов. Широкое применение присадочный пруток из никеля получил при сварке чугуна, тяжело поддающегося термической обработке. Получаемый шов отличается как прочностью, так и устойчивостью к окислениям.
Сварочная проволока для аргонодуговой сварки нержавеющей стали имеет свои особенности, учитываемые при работе с этим материалом
Особенно важно следить за тем, чтобы сварочная ванна не выходила за пределы защитного облака аргона.
Теория и технология сварки алюминия
Для сваривания алюминиевых деталей используется аргоновая сварка, хотя она и похожа немного на паяльник, но не имеет ничего с ним общего. Для проведения работ используется горелка, которая внутри выполнена из вольфрама. Сам электрод находится внутри керамического сопла, из которого при проведении сваривания дует аргон.
Во время проведения работ необходимо придерживаться технологии и контролировать расход аргона.
Техника и способы проведения аргонной сварки
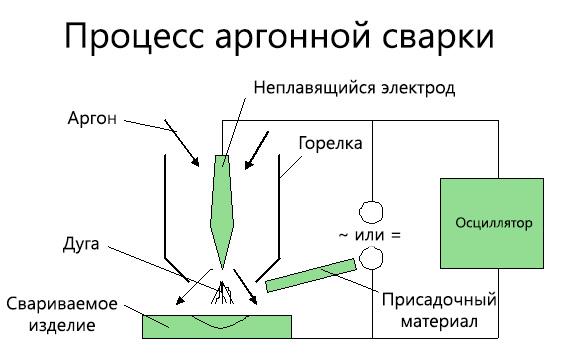
Процесс аргонной сварки.
На деталь, которая будет свариваться, необходимо подключить «массу». В одной руке у сварщика находится горелка, а в другой – специальная проволока.
После того как на горелке сварщик нажмет кнопку, начинает подаваться ток и проволока, между свариваемой деталью и электродом возникает электрическая дуга, начинается процесс сваривания. Сварочный шов формируется за счет плавления проволоки и края детали.
Несмотря на то что для проведения аргонной сварки необходимо иметь опыт, ничего сложного в этом нет, так как технология давно и хорошо отработана.
Еще одним условием для того, чтобы работа выполнялась эффективно, является наличие хорошего сварочного аппарата, который должен иметь высокую производительность и необходимые характеристики.
Химические свойства алюминия.
Сварка алюминия может проводиться несколькими способами:
- сваривание электродом в среде инертного газа;
- при помощи полуавтомата, в котором проволока подается автоматически;
- плавящимся электродом без использования защитного газа.
Во время проведения сваривания алюминия происходит образование на поверхности металла оксидной пленки, которую необходимо разрушать. Чтобы это сделать, применяется техника сваривания переменным или постоянным током, но с обратной полярностью.
При сваривании алюминиевых деталей применять постоянный ток и прямую полярность нельзя, потому что при этом оксидная пленка не будет разрушаться, так как не подвергается катодному распылению.
Оборудование для аргонной сварки

Сварочный аппарат для аргонной сварки.
Техника и способ выполнения указанных работ предусматривают использование специального оборудования, которое позволяет работать в среде инертных газов.
Существует универсальное, специальное и специализированное оборудование.
Больше всего используются универсальные аппараты, которые выпускаются серийно. Обычно такой метод сварки применяется на производстве, для этих целей оборудуют специальные сварочные посты.
Для проведения сваривания алюминия с использованием аргона есть специальный присадок, он и является основным элементом при проведении работ.
Элементы, входящие в состав установки с вольфрамовым электродом неплавящегося типа в среде аргона:
- постоянный или переменный источник питания;
- горелка или комплект специального оборудования;
- аппарат, обеспечивающий возбуждение дуги и стабилизирующий дугу переменного тока;
- устройство, обеспечивающее защиту и управление процессом сваривания;
- устройство, которое регулирует и компенсирует постоянную составляющую электрического тока.
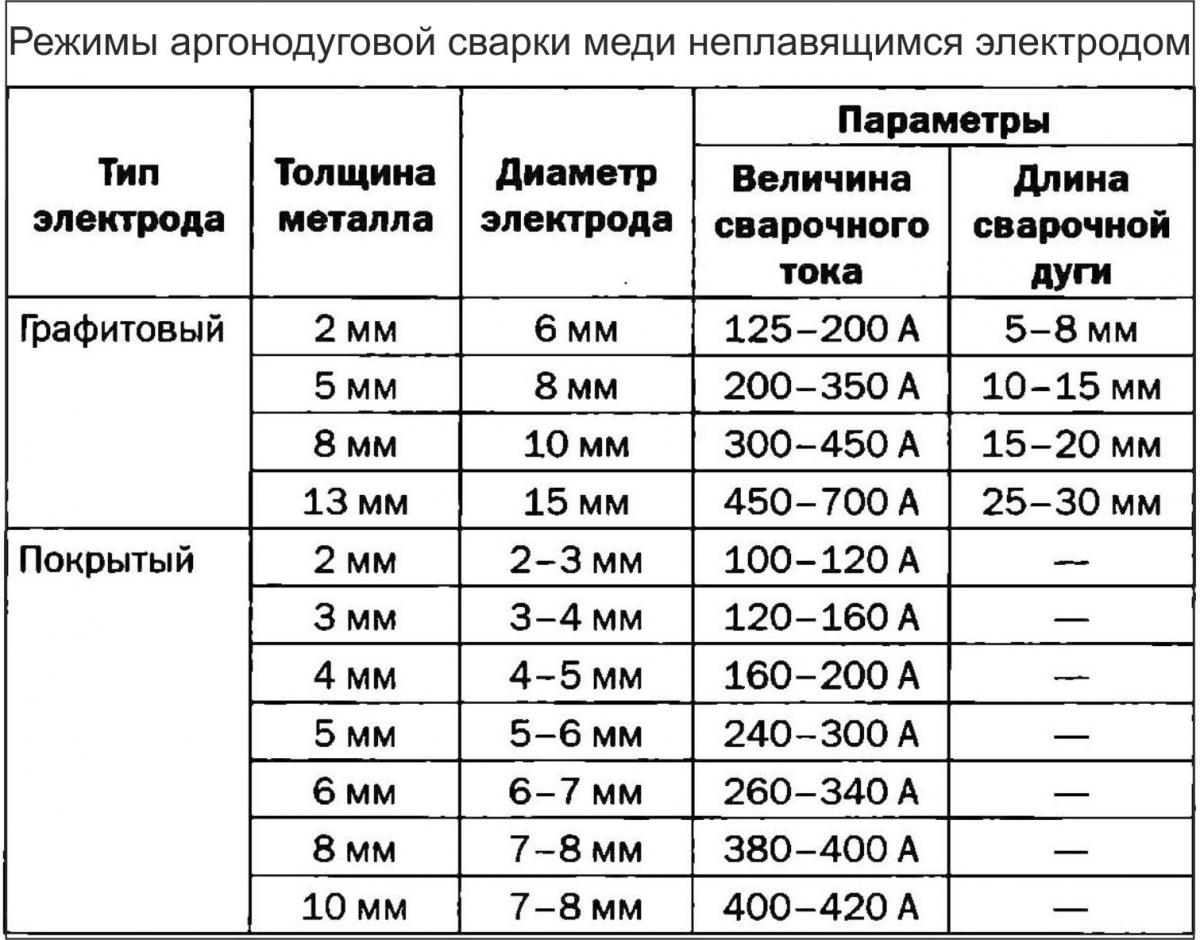
Режимы аргонодуговой сварки меди.
Методы и способы сваривания алюминия постоянно совершенствуются, что позволяет расширять диапазон толщины материалов, которые свариваются, а также повысить производительность работ и качество соединения деталей.
Для того чтобы процесс происходил максимально эффективно, нужно, чтобы дуга перемещалась с определенной скоростью, которая будет синхронизирована с импульсами, выдаваемыми сварочным аппаратом.
Если ток снизится, то металл не будет перегреваться, поэтому не будет происходить его деформации. Использование вольфрамовых электродов позволяет проводить процесс сварки достаточно быстро, нет необходимости подрезать полученные швы.
Наиболее часто как в быту, так и на производстве для выполнения аргонной сварки используются инверторные аппараты. Их особенностью является то, что работы проводить несложно, освоить технологический процесс доступно любому человеку, который имеет элементарные навыки сваривания деталей.
https://youtube.com/watch?v=5y16U1ezbs8
Этот процесс имеет как преимущества, так и недостатки.
Преимущества сварки аргоном:
- шов защищен от действия окружающей среды при помощи инертного газа, что позволяет получать более прочное соединение;
- происходит минимальный нагрев металла, что позволяет варить детали сложной конструкции и не допускать при этом изменения их формы от воздействия высокой температуры;
- позволяет работать с металлами и сплавами, которые нельзя соединить другим способом;
- дуга имеет высокую температуру, что позволяет быстро выполнять работу.
Недостатки:
- для проведения работ необходимо специальное оборудование, которое имеет достаточно сложное устройство;
- проводить такие работы может только квалифицированный специалист.
Особенностью такого типа сварки является то, что шов получается высокого качества, а глубина проплавления выходит одинаковой. Это необходимо при сваривании тонких деталей, особенно когда есть доступ только с одной стороны. Если проводится сваривание тонких деталей из цветного металла, то присадочную проволоку можно и не использовать.
Если говорить о стоимости такой услуги, как аргонная сварка, то она немаленькая, все зависит от фирмы, в которой вы будете ее заказывать, и от качества оборудования, при помощи которого будут проводиться работы. Примерно 1 см такого шва обойдется от 25 до 100 рублей.
Если необходимо часто проводить сваривание алюминиевых деталей, то лучше приобрести аргонную сварку и самостоятельно освоить процесс.