Изучаем устройство сварочного инвертора
Содержание:
- Специфические технические характеристики инверторов
- Особенности устройства сварочного инвертора
- Устройство сварочного инвертора
- Что такое сварочный инвертор
- Особенности работы сварочных инверторов
- Принцип работы автоматического сварочного оборудования
- Основные характеристики сварочного инвертора
- Принцип действия сварочного инвертора
- Типы сварочных инверторов
- Принципиальная электрическая схема инверторного аппарата
- Неисправности сварочного инвертора
- Электрическая дуга
- Технология изготовления сварочного инвертора
Специфические технические характеристики инверторов
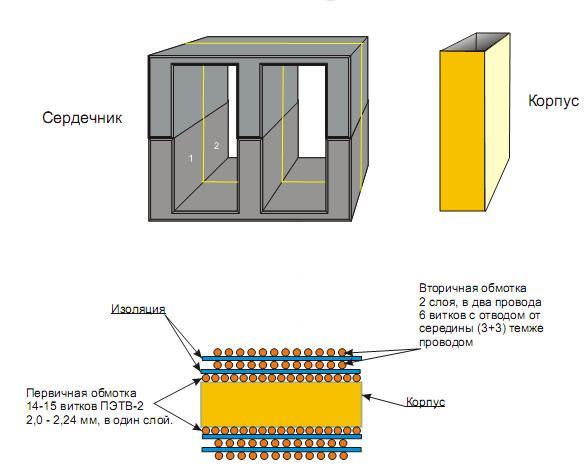
Схема дросселя для инверторного аппарата.
Их можно одновременно применять в процессе ручной сварки. С этой целью осуществляют настройку сварочного тока, выбрав значение полярности. Расчет бытового устройства необходим в получасовом интервале при условии непрерывного горения дуги.
Если интервал непрерывного процесса работы выбран небольшой, то это позволяет использовать силовые элементы с транзисторными ключами, имеющими малую мощность. Эти технические характеристики являются определяющими для стоимости сварочных инверторов и их размеров.
Наличие иных характеристик устройства инвертора и его возможностей не будет оказывать влияние на качество сварных швов после того, как будет окончена работа агрегата. Разделение различных моделей инверторов по данному признаку считается условным.
Особенности устройства сварочного инвертора
Чтобы уменьшить размеры и вес, устройства для сварки собирают по инверторной схеме.
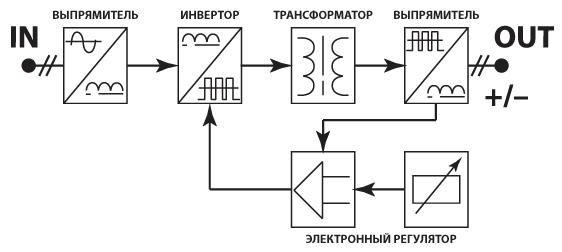
Базовая схема сборки:
- низкочастотный выпрямитель;
- инвертор;
- трансформатор;
- высокочастотный выпрямитель;
- рабочий шунт;
- электронный блок управления.
Каждая модель инвертора имеет свои особенности, но все они основаны на применении высокочастотных импульсных преобразователей. Как писалось ранее, переменный ток 220В с помощью мощного диодного моста выпрямляется и сглаживается конденсаторами.
На конденсаторах для фильтрации сила тока будет в 1,41 раза больше, чем на выходе из диодов для выпрямления. То есть при напряжении в 220 вольт на диодном мосту на конденсаторах получим 310 вольт постоянного тока. В сети сила тока может меняться, следовательно, конденсаторы рассчитаны на рабочую область с запасом (400 вольт). Обычно используются диоды Д161 или В200. Диодная сборка GBPC3508 работает при прямом токе 35 А. Через диоды проходит высокое напряжение, и они нагреваются. Поэтому их устанавливают на радиатор для охлаждения. В качестве элемента защиты на радиатор прикреплен температурный предохранитель. Он размыкается, если температура повышается до +90°С.
Конденсаторы устанавливают разного объема, в зависимости от модификации устройства. Емкость их может достигать размера 680 мкф.
Постоянный ток с выпрямителя и фильтра поступает на инвертор. Он собирается по схеме «косого моста» и складывается из двух ключевых транзисторов большой мощности. В аппарате для сварки основными транзисторами могут быть IGBT или высоковольтные MOSFET. Эти составляющие крепятся на радиатор, чтобы отводить лишнее тепло.
В сварочном аппарате должен еще быть качественный высокочастотный трансформатор, который является источником для понижения напряжения. В инверторе он весит в разы меньше, чем силовой трансформатор в сварочном аппарате. Первичная обмотка состоит из 100 витков ПЭВ толщиной 0,3 мм. Вторичные обмотки: 15 витков медной проволоки 1 мм, 2 обмотки по 20 витков с сечением 0,35 мм. Намотки первичной и вторичных обмоток должны совпадать. Все обмотки должны быть изолированы с помощью лакоткани или фторопластовой ленты для улучшения проводимости. Выходы всех обмоток на месте скрепления защищают и запаивают.
Кроме основных компонентов инвертора есть еще режим антиприлипания электрода, плавная регулировка сварочного тока, защитная система от перегрузок.
Специалист с легкостью может настроить необходимый сварочный ток и регулировать его во время сварочных работ. Диапазон тока достаточно широк – 30-200 А.
Выходной выпрямитель состоит из мощных двойных диодов и одного общего катода. Их особенность в высокой скорости действия. Поскольку их задача – выпрямлять высокочастотный переменный ток, то простые диоды с этим не справятся. У них скорость закрытия и открытия слишком мала, а это повлекло бы перегревание и быструю поломку. При поломке выходных диодов их нужно менять именно на быстродействующие. Они, как и обычные, монтируются на радиатор.
Во время включения сварочного инвертора идет заряд на электролитические конденсаторы. Сила этого тока сначала очень большая и может спровоцировать перегревание и поломку выпрямительных диодов. Чтобы этого избежать, используется схема «мягкого пуска». Главный компонент ее – резистор мощностью 8 Вт. Как раз он является ограничителем силы тока во время запуска аппарата.
После окончания зарядов конденсаторов и начала штатной работы устройства контакты электромагнитного поля замыкаются. Дальше резистор не принимает участия в работе, ток курсирует через реле.
Устройство сварочного инвертора
До недавнего времени инверторный аппарат был достаточно простым по схеме работы. Со временем инженеры дополнили ее электроникой, что повысило функциональность агрегата. Самое интересное состоит в том, что от этого цена сварочного инвертора не стала выше. Как показывает тенденция продаж, она постепенно снижается, что всех и радует.
В чем заключается принцип действия сварочного аппарата инверторного типа?
- Работает он от сети переменного тока напряжением 220 или 380 вольт и частотой тока 50 Гц. Включается в обычную розетку, если разговор ведем о бытовом сварочном инверторе.
- Поступивший в инвертор сварочный ток проходит через фильтр, где он сглаживается и становится постоянным.
- Полученная электрическая энергия проходит через блок транзисторов (с большой частотой коммутации), в результате получается опять переменный ток только с большей частотой – 20-50 кГц.
- Далее, напряжение тока преобразуется, оно на выходе инвертора снижается до 70-90 вольт. По закону Ома снижение напряжение дает повышение силы тока. На выходе (на конце электрода) будет сила тока, равная 100-200 ампер. Это и есть сила тока сварки.
Именно высокая частота тока является главным техническим решением в инверторных сварочных аппаратах. Оно позволяет добиться максимальных преимуществ перед другими источниками питания электрической сварочной дуги. В инверторах необходимая для сварки сила тока достигается изменением высокочастотного напряжения. В обычных сварочных трансформаторах этот процесс происходит за счет изменения электродвижущей силы (ЭДС) катушки индукции, которая является основной частью трансформатора.
Именно предварительное преобразование электроэнергии позволяет использовать в инверторах трансформаторные блоки с небольшими размерами. Для сравнения можно привести такой пример. Если необходимо на выходе получить ток силой 160 ампер, то для этого в инверторе потребуется установить трансформатор весом 300 г. Такой же ток на выходе обычных сварочных трансформаторов получится, если в него будет вмонтирован трансформатор с медной проволокой (катушкой) весом 20 кг.
Почему так происходит? Основным элементов сварочного аппарата трансформаторного типа являлся сам силовой трансформатор с катушками первичной и вторичной обмотки. Именно катушка позволяла снижать переменное напряжение и получить на выходе из второй обмотки токи большой величины, пригодные для инверторной сварки металлов. Появляется зависимость от падения напряжения до увеличения силы тока. При этом длина медной проволоки на вторичной обмотке уменьшалась, но увеличивался его диаметр. Отсюда и большие габариты сварочного аппарата, и его большой вес.
Что такое сварочный инвертор
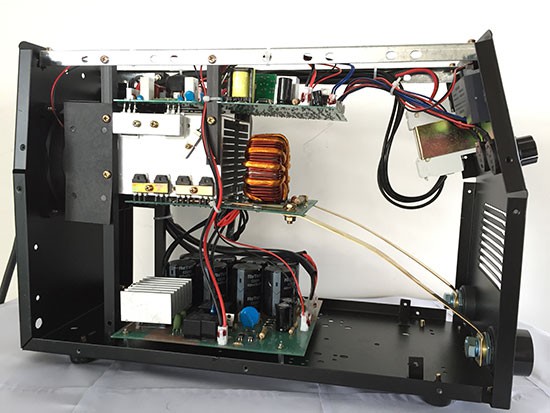
Инвертор современного типа представляет собой сравнительно небольшой агрегат в пластиковом корпусе общим весом 5-10 кг (в зависимости от вида и типа модели). Большинство моделей имеют прочную текстильную ленту, позволяющую сварщику удерживать агрегат на себе в процессе работы и носить его с собой при перемещении по объекту. На фронтальной части корпуса находится плата управления сварочного инвертора – регуляторы напряжения и других параметров, делающие возможной гибкую настройку мощности во время работы.
Современные аппараты для сварки классифицируются на бытовые, полупрофессиональные и профессиональные, которые отличаются потребляемой мощностью, диапазоном настроек, производительностью работы и другими характеристиками. На рынке популярностью у покупателей пользуются модели российских и зарубежных производителей. В рейтинг наиболее востребованных входят КЕДР ММА-160, Ресанта САИ-160, ASEA-160D, ТОРУС-165, FUBAG IN 163, Rivcen Arc 160 и другие модели.
Особенности работы сварочных инверторов
Выбор инвертора нужной модели определяется соответствующими техническими характеристиками. Отсутствие знаний обо всех конструктивных особенностях сварочных инверторов будет препятствовать качественному выбору. Отличие сварочных инверторов состоит в особой мобильности, то есть их можно с легкостью перемещать по определенной площади и поднимать на определенную высоту.
Универсальный сварочный инвертор позволяет работать с любыми электродами, поддерживающими постоянный или переменный ток. При этом можно использовать неплавящиеся электроды, то есть аргонодуговую сварку. Регулировать силу тока инвертора можно в большом диапазоне. В агрегате предусмотрены специальные функции, которые устройство может с успехом реализовать:
Схема устройства инвертора для сварки.
- Предотвратить процесс залипания (Arc Force).
- Снизить силу тока во время короткого замыкания для минимальных значений (Anti-Sticking).
- Обеспечить розжиг для электрода (Hot start).
Недостатки, которые можно выделить:
- Длина кабеля должна быть не больше 2,5 м, что является ограничением.
- Необходимый температурный диапазон будет определяться типом инвертора.
- “Внутренняя” схема нуждается в постоянной очистке от пыли.
- Высокая стоимость инвертора, который стоит в два раза дороже, чем трансформатор.
Некоторые из моделей нельзя эксплуатировать в зимних холодных условиях, как и любую электронику. Контраргументом, который противостоит недостаткам, является многофункциональность инвертора и удобство в его работе. Вместе с тем способ усвоения метода работы со сварочным инвертором является наиболее простым, поэтому и доступным многим покупателям.

Таблица сварочных токов
Инверторы получили широкое применение благодаря разнообразию всех характеристик, помогающих превосходно осуществлять сварку как металлов, так и сплавов. Свойства инверторов зависят от вида сварки, который характерен для определенной модели:
- Ручной дуговой.
- Автоматической.
- Полуавтоматической.
Инвертор выполняет не только процесс сварки металлов, но и резки. Устройство инвертора отличается по своим конструктивным особенностям в зависимости от типа сварки.
Принцип работы автоматического сварочного оборудования
При автоматизированном способе ведения сварочного процесса наиболее целесообразно использование источников питания с пологопадающими и жесткими характеристиками. Первые оптимальны для сварочных работ под флюсом, а вторые при сварке в защитных газовых средах. В автоматической сварке кольцевых швов трубопроводов нередки случаи колебания длины дуги, а в ходе проведении работ в труднодоступном месте соединения сварщику это приходится делать искусственно самому. Поэтому наиболее предпочтительны источники электропитания крутопадающих характеристик. С их использованием изменения силы электротока при определенных режимах автоматической аргонодуговой сварки неплавящимся электродом будут несущественными. А это значит, что и основные размеры шва не будут сильно изменяться.
В автоматах применяется принцип саморегулирования электродуги. Поэтому отличается постоянством скорость подачи электродного материала и проволоки для орбитальной автоматической сварки труб, не имеющая зависимости от дугового напряжения. Данные аппараты снабжены асинхронным двигателем, который с неизменяемой частотой вращает посредством редуктора подающий ролик, что обеспечивает постоянство скорости подачи сварочной проволоки в область горения дуги. Также к преимуществам сварочных автоматов относят надежность функционирования и простоту их электрической схемы.

Для сборочно-сварочных операций в массовом и серийном производстве используются автоматические линии сварки, представляющие собой комплексы оборудования, взаимосвязанного и согласованно работающего по единому технологическому циклу. Такие поточные линии включают механизмы, приспособления и устройства для производства процессов подготовки металла с его раскроем, сборки, сварки и контрольных операций в отношении готовой продукции. Автоматизация линий позволяет выполнять полный цикл операций изготовления изделия в заданной технологией последовательности.
Для всех процедур и оборудования линии предусмотрены единый механизм управления и общие транспортные приспособления, с помощью которых осуществляется передвижение свариваемых заготовок от одной операционной аппаратуры к другой. Благодаря автоматизации оборудования и применению специальной оснастки поточные линии способны осуществлять под наблюдением нескольких операторов все сборочно-сварочные работы по производству серийной продукции.

Основные характеристики сварочного инвертора
При выборе качественной сварки необходимо учитывать следующие моменты:
- род тока,
- рабочее напряжение,
- стартовая сила тока,
- мощность,
- диаметр электродов,
- холостое напряжение,
- границы регулирования силы сварочного тока,
- габариты,
- вес.
Каждый из этих параметров очень важен. Сварочный инвертор, какой бы он ни был модели, всегда выдает постоянный ток. Не бывает инверторов с переменным током на выходе.
Рабочее напряжение, как правило, составляет 220 или 380 В. Его следует выбирать в зависимости от мощности. Инверторы до 4 кВт могут работать от обычной сети, свыше — только от минитрансформатора.
Стартовая сила тока бывает от 4 до 32 А. Для потребительских нужд достаточно 16 А. От этой величины зависит толщина электродов. Бывают они от 16 до 80 мм. Для хозяйственных нужд применяют электроды 20 мм.
Мощность сварочного инвертора определяется силой сварочного тока. Чем она выше, тем мощнее сварочная дуга. Для бытовой сварки достаточно 160 А.
Инверторные приборы, как правило, имеют незначительные габариты и вес. Но, в силу физических свойств, слишком маленькие сварочные агрегаты не могут уместить в корпусе хороший трансформатор. Поэтому, чем меньше инвертор, тем слабее сила сварочного тока.
Принцип действия сварочного инвертора
Сам сварочный инвертор – это своеобразный блок питания с большой мощностью. Принцип его работы схож с импульсными блоками питания.
Сходство заключается в особенностях трансформирования энергии, а именно в следующих шагах.
Шаги преобразования энергии в аппарате для сварки:
- выпрямление переменного тока сети 220 вольт;
- преобразование постоянного тока в высокочастотный переменный;
- снижение напряжения высокой частоты;
- выходное выпрямление пониженного тока.
Раньше основой сварочного устройства был силовой высокомощный трансформатор. Уменьшая переменный ток сети, он давал возможность получать нужные для сварки высокие токи благодаря вторичной обмотке. Трансформаторы, работающие на обычной частоте сети переменного тока 50 Гц, очень объемные по размерам и много весят.
Поэтому, чтобы избавиться от этого недостатка, был придуман сварочный инвертор. Его размеры удалось уменьшить благодаря увеличению частоты для его работы до 80 и более кГц. Чем больше рабочая частота, тем меньше габариты устройства. Масса, соответственно, тоже меньше. А это экономия на материалах для его производства.
Откуда взять эти частоты при показателе 50 Гц в сети? Для этих целей придумана инверторная схема, которая складывается из транзисторов высокой мощности, переключаемых с частотой от 60 до 80 кГц. Но для того чтобы они функционировали, им нужно подавать постоянный ток. Его можно получить при помощи выпрямителя, состоящего из диодного моста, а также фильтров для сглаживания. В конечном результате выходит постоянный ток 220 вольт. Инверторные транзисторы подсоединены к трансформатору, понижающему напряжение.
Поскольку переключение транзисторов происходит при высокой частоте, то и трансформатор работает на такой же. Для работы на высокочастотных токах нужны менее объемные трансформаторы. Получается, что размеры инвертора небольшие, а рабочая мощность не меньше, чем у его громоздкого предшественника, работающего с частотой 50 Гц.
Вследствие необходимости преобразования устройства появился ряд дополнительных деталей для его бесперебойной работы. Познакомимся с ними поближе.
Типы сварочных инверторов
В зависимости от того, как происходит сварочный процесс, выделяют следующие инверторы:
- для ручной дуговой сварки, маркировка ММА,
- для полуавтоматической сварки, маркировка MIG/MAG,
- для аргонодуговой сварки, маркировка TIG,
- для плазменной порезки металла, маркировка CUT.
Сварочный инвертор для дачи лучше всего выбирать с маркировкой ММА. Ручные агрегаты имеют наименьший вес, при этом справляются с любыми бытовыми задачами. Для работы с данным инвертором понадобится набор обычных электродов.

Полуавтоматическая сварка применяется на производстве. Такие трансформаторы больше и мощнее. Кроме того, отличается процесс сварки. На дугу подается специальная сварочная проволока, которая служит катализатором дуги и образует сварной шов.
Преимущества аргонодуговой сварки в том, что дуга образуется внутри инертного газа. Аргон химически пассивен, поэтому не взаимодействует с металлом. На практике бывают сварочные аппараты под плавящиеся и под неплавящиеся электроды. Неплавящиеся обычно изготавливаются из вольфрама. В быту не применяются в связи со сложностью работы и дороговизной оборудования.
Плазменные резаки работают по принципу инверторных сварочных аппаратов, но для сварки не применяются.
Принципиальная электрическая схема инверторного аппарата
В сварочных аппаратах инверторного типа все наоборот, небольшие размеры и вес. Но как получить высокочастотное напряжение, если его частота в сети всего лишь 50 Гц? На помощь приходит принципиальная инверторная схема прибора, которая состоит из мощных транзисторов. Именно они могут переключаться с частотой напряжение 60-90 кГц.
Но чтобы транзисторы заработали, необходим постоянный ток. Его получают посредством использования выпрямителя. Этот блок представляет собой соединение двух элементов: диодный мост, который выпрямляет переменное напряжение сети, и фильтрующие конденсаторы, с помощью которых происходит сглаживание. На выходе выпрямителя получается постоянно напряжение величиною более 220 вольт. Это первый этап преобразования напряжения и силы тока.
Полученное напряжение является источником питания для работы всей схемы аппарата. А так как мощные ключевые транзисторы подключены к трансформатору (понижающему), то и переключаться они будут с высокой частотой. Соответственно и сам сварочный агрегат будет работать на такой высокой частоте. Чтобы все это работало (преобразовывалось), необходимо в схему установить большое количество дополнительных элементов.
Чтобы разобраться в принципиальной схеме сварочного инвертора, необходимо рассмотреть любую модель.
Неисправности сварочного инвертора
Выделяют следующие неполадки:
- нестабильная дуга,
- разбрызгивание металла,
- прилипание электрода к металлу,
- отсутствие дуги,
- произвольное отключение питания,
- перегрев.
Рассмотрим возможные причины и пути устранения этих неполадок.
Нестабильная дуга возникает, если сила тока не соответствует диаметру электрода. Если значения нет на упаковке с электродами, то она рассчитывается по формуле: диаметр в мм * 4 А.
Разбрызгивание металла вызвано слишком сильным сварочным током. Устранить эту проблему можно понизив ток и выбрав электроды более маленького диаметра.
Электрод может прилипать к металлу по нескольким причинам. Самые распространенные — это низкое напряжение в сети и удлинитель с длиной кабеля свыше 40 метров. Еще одна возможная причина — это перегрев силового кабеля или вилки. В результате изоляция плавится и провод начинает коротить. Для решения этой проблемы достаточно проинспектировать кабель. Его сечение должно быть больше 2,5 кв. мм.
Дуги не бывает только в том случае, если на сварочные кабеля не поступает ток. Это происходит из-за обрыва кабелей или из-за плохого контакта электрода с зажимом.
Питание начинает отключаться самостоятельно, если автоматический выключатель перегорел. Замените его, и проблема будет устранена.
Перегрев обычно бывает в случае продолжительной работы инвертора. Если перегрев происходит вскоре после включения, то проблема может быть в изношенности обмотки. Для ее решения необходима комплексная диагностика агрегата.
Электрическая дуга
 Температуру в тысячи градусов Цельсия обеспечивает электрическая дуга, по сути являющаяся коротким замыканием между двумя электродами, расположенными достаточно близко друг от друга. Напряжение, которое подается на электроды, увеличивается, пока не будет пробоя воздуха, являющегося изолятором.
Температуру в тысячи градусов Цельсия обеспечивает электрическая дуга, по сути являющаяся коротким замыканием между двумя электродами, расположенными достаточно близко друг от друга. Напряжение, которое подается на электроды, увеличивается, пока не будет пробоя воздуха, являющегося изолятором.
Пробой — эмиссия электронов катода. Разогреваемые током электроны выходят и направляются к ионизированным атомам анода. Затем появляется разряд, ионизируется воздух зазора, образовывается плазма, снижается сопротивление воздушной прослойки, ток усиливается, дуга разогревается, и став проводником замыкает цепь. Процесс получил название «розжиг» дуги. Стабилизируется дуга путем установления требуемого расстояния между электродами и поддержанием характеристик энергоснабжения.
https://youtube.com/watch?v=1mMv-S5iB7Y
Технология изготовления сварочного инвертора
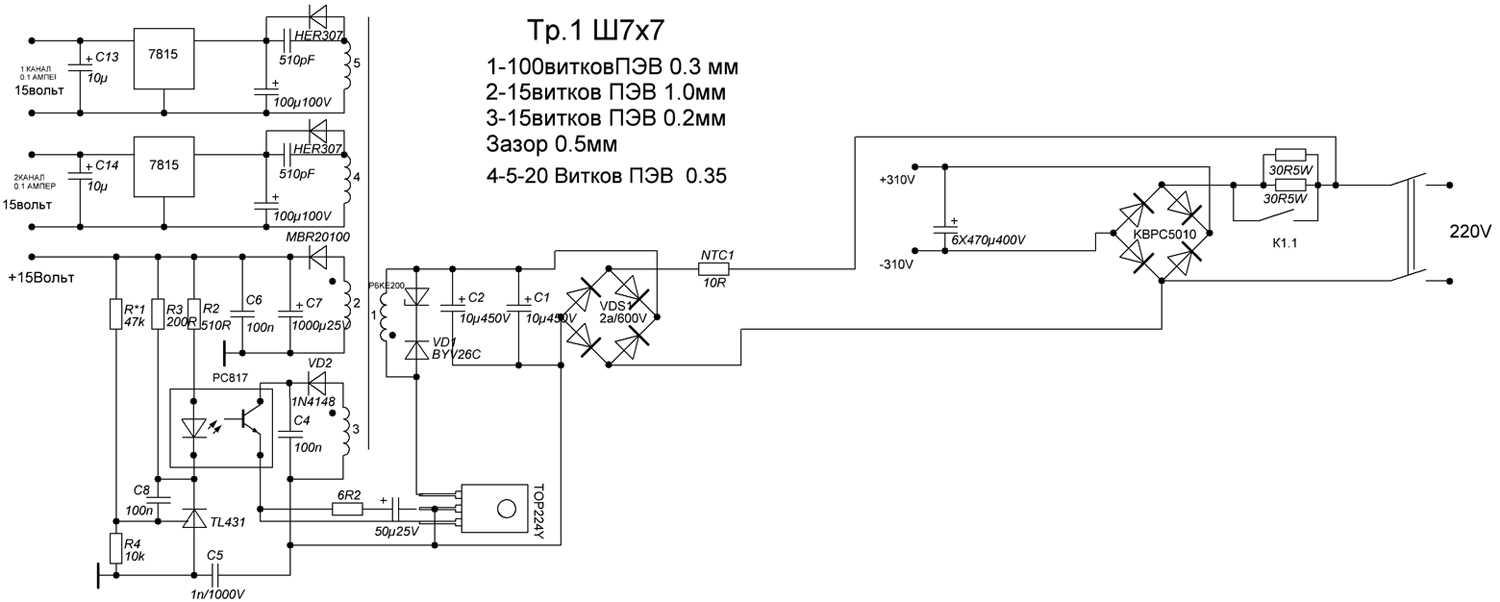
Рисунок 1. Схема блока питания инвертора.
На рис. 1 содержится схема блока питания установки, которая должна помочь мастерам, намеревающимся осуществить работы самостоятельно.
Для того чтобы добиться уравновешивания показателя напряжения, следует делать обмотки на ширину каркаса. В общем их количество должно быть ограничено четырьмя:
- первичка – ПЭВ 0,3 мм, 100 оборотов;
- вторичка (2) – ПЭВ 1 мм, 15 оборотов;
- вторичка (3) – ПЭВ 0,2 мм, 15 оборотов;
- вторичка (4) – ПЭВ 0,3 мм, 20 оборотов.
От силовой составляющей она отделяется стальным листом, который крепится к корпусу.
Проводники, имеющие цель, выраженную в управлении затворками, следует припаивать максимально приближенно к транзисторам, их предстоит скрутить между собой, чтобы они образовывали пары. Сечение не критично, но длине проводников не стоит придавать показатель больше 150 мм.
При изготовлении инверторов своими руками следует использовать схемы. Одна из них, с изображением силовой части, содержится на рис. 2. Блок (рис. 3) в подобной установке представлен обычным флайбэком. Первичку трансформаторного блока следует защитить экранирующей обмоткой, выполненной из того же провода.
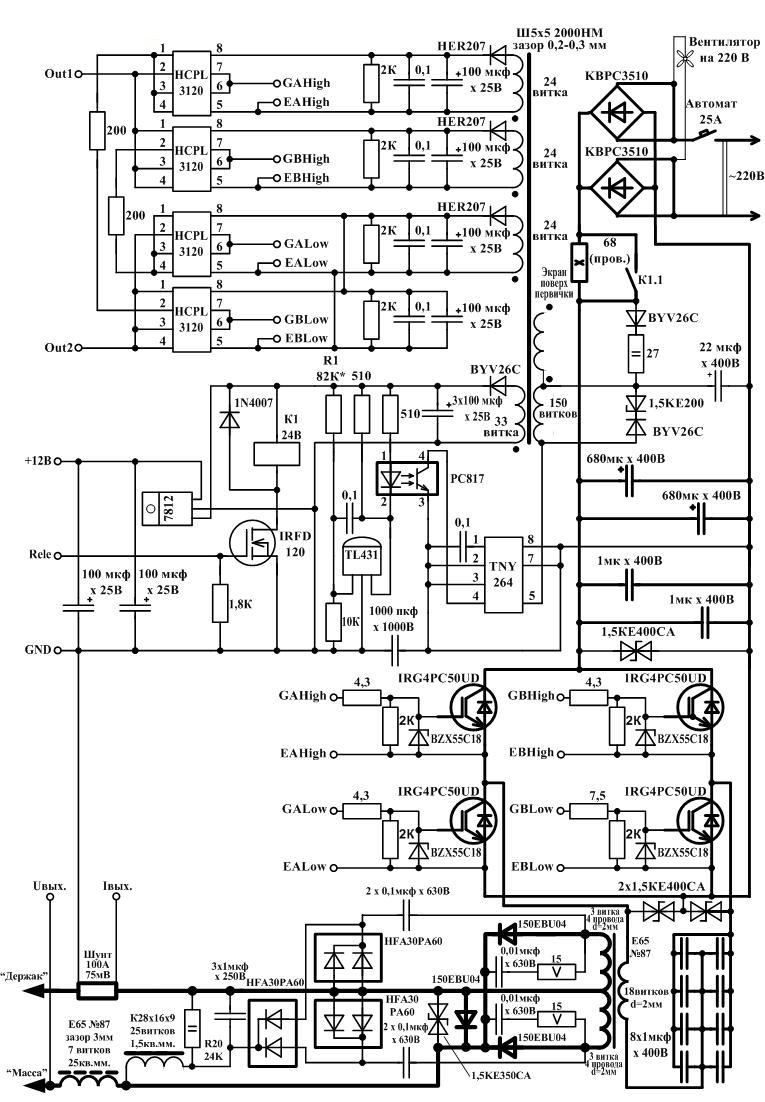
Рисунок 2. Схема силовой части инвертора.
При этом уложенные витки должны полностью перекрывать первичку, а их направление должно совпадать. В пространство между ними следует уложить изоляцию из малярного скотча, последний из которых можно заменить лакотканью.
Для обустройства блока питания следует подобрать сопротивление, чтобы напряжение, подаваемое на питание реле, было эквивалентно показателю в пределах от 20 до 25 В.
Схема, представленная выше, отображает все характеристики силовой части. Наиболее приоритетно для входных выпрямителей подобрать качественные радиаторные составляющие. Отлично подойдут те, что монтировались в старых компьютерах, которые функционировали на основе процессоров Pentium 4 или Alton 64. Приобрести их на вторичном рынке есть возможность за символичную стоимость.
Схемы управления описываемых установок имеют термический датчик в единственном экземпляре. Его следует располагать во внутреннем пространстве корпуса радиатора, температура нагревания которого является наивысшей.
Для того чтобы изготовить блок управления, следует приобрести ШИМ-контроллер. Он работает только от одного канал регулирования, посредством которого осуществляется корректировка тока в дуге. Схема сварочного инвертора позволяет определить расположение конденсатора C1, который станет определять напряжение ШИМ, от последней характеристики зависит величина тока при осуществлении сварки.