Как научиться варить электродной сваркой технология процесса и подробная инструкция. Видео
Содержание:
- Как научиться варить электросваркой меры предосторожности
- Как быстро научиться варить электросваркой принцип соединения металлов
- Как варить вертикальный шов
- Подготовительные работы
- Обучение сварке
- Какие могут быть ошибки
- Наиболее встречающиеся дефекты сварки, характеристика, способы исправления
- Как правильно пользоваться сваркой
- Виды сварки
Как научиться варить электросваркой меры предосторожности
Сразу хочу начать с того, что сказать несколько слов о чистоте и культуре этой работы. Сварка – дело грязное и, несмотря на то, что интересное, оно очень опасное. Все эти опасности связаны с тремя вещами – ожоги, потеря зрения и легкие, на которых накапливается со временем очень нехороший осадок, ведущий к неприятным заболеваниям. От всего этого придется защищаться и оберегать себя по мере возможности – так сказать, соблюдать некоторые правила безопасности.
- Спецодежда – именно она в большей степени защищает от ожогов, вызванных попаданием на кожу как оплавленного металла, так и огромной дозы ультрафиолета. Сварщику приходится работать одетым, как говорится, с ног до головы, и одежда эта отнюдь не является тоненькой и легкой рубашкой – это плотный брезент, который одевается на слой нательного белья. Сами понимаете, летом это обмундирование вызывает, мягко говоря, некоторые затруднения – сказать, что работать жарко, это еще ничего не сказать. Со временем, конечно, привыкаешь, но поначалу это ужасно неприятно.
- Защита глаз – эту фразу нужно произносить громко. Ее нужно запомнить как дважды два. Без нее вопрос, как правильно научиться варить электросваркой, не решается. Клич (или предупреждение) «Глаза!» нужен для того, чтобы работающие с вами люди успели защитить свои органы зрения от воздействия яркой дуги – в народе говорят, от зайчиков, вылезающих бессонной ночью и дикой боли в глазах, с которой ничего поделать невозможно. Говорят, помогает картошка, но лично я сколько ни пробовал, толку от нее мало, лучший способ пережить эту неприятность – напиться и забыться до утра.
-
Органы дыхания. К сожалению, защитить их практически не получится – можно, конечно, использовать респиратор, но это дополнительные неудобства в работе. В принципе, если речь идет о пяти-десяти минутах работы, это еще куда ни шло, а вот если говорить о полноценном рабочем дне, то тут, увы, респиратор будет не лучшим помощником.
И, естественно, голова на плечах – если ее нет, то к вопросу, как сваривать металл электросваркой, лучше вообще не подходить даже близко. Бездумное обращение с электросваркой (да и вообще с любым видом сварки) чревато не очень хорошими последствиями как в работе, так и для человека лично.
Как быстро научиться варить электросваркой принцип соединения металлов
По большому счету, принцип соединения металлов не такой уж и сложный – электрическая дуга расплавляет края соединяемого материала и одновременно наносит на стык металл с электрода. Даже если просто вести электрод вдоль стыка, он будет завариться – как он это будет делать, это уже другой вопрос, и зависит он в большей степени от самого сварщика, а вернее от того, насколько правильно он освоил вопрос, как правильно варить шов электросваркой, и все его небольшие тонкости.
- Самое первое, что нужно понимать, это скорость наплавления металла – если вести электрод быстро, то шов будет проварен с пропусками. Если это делать медленно, то металл будет сильно оплавляться, а в некоторых случаях (при небольшой толщине соединяемых металлических элементов) даже пропаливаться. Опять-таки, этот момент нужно определять опытным путем.
- То же самое можно сказать и о силе тока, с которой производится сварка металлов – большой ток прожигает сталь, маленький проваривает не полностью (поверхностно). В принципе, сварщик сам для себя выбирает оптимальную силу тока и уже приспосабливается к ней. Спросите, как? Есть такое понятие, как сварка рваной дугой – то есть, в процессе работ, наблюдая за состоянием свариваемых поверхностей, вы просто на доли секунды прерываете дугу, давая тем самым металлу немного остыть. В большинстве случаев по такой технологии осуществляется сварка труб – металл накладывается на шов, так сказать, елочкой или короткими движениями электрода сначала слева направо, а потом справа налево. Вообще соединение труб электросваркой – это отдельная тема, требующая подробного изучения. Если говорить об этом процессе коротко, то осуществляется он в два этапа. Первый – это заполнение шва между двумя трубами (они не варятся стык в стык, между ними обязательно должен быть зазор в пару миллиметров). И второй этап – это усиление шва, которое выполняется большим током, на этом этапе работ удаляются все пропуски и огрехи первого этапа.
- Провар – если говорить по-простому, то глубина проплавления кромок свариваемых деталей. Опять же, здесь имеется тонкая грань, на которой и приходится балансировать сварщику. Переходя эту грань и сильно проплавляя металл, вы создаете с другой стороны шва наросты – они не критичные, если речь идет об изделиях, которые можно проваривать с двух сторон. А вот если вести разговор о трубах, то здесь эти наросты являются не чем иным, как уменьшением сечения трубы. Если речь идет о недогреве, то имеется в виду некачественная сварка. Определить плохо проваренный шов можно по тыльной стороне изделия – в процессе сварки металл (если он, конечно, не имеет толщину сантиметр и более) с обратной стороны должен раскаляться докрасна. После сварки в этом месте наблюдаются изменения в цвете металла и появляется окалина.
Что еще можно сказать по поводу сварки, так это о вертикальных и горизонтальных стыках. Вертикальный стык варится немного проще, чего не скажешь о горизонтальном. Кстати, здесь наблюдается один небольшой парадокс – начинающим сварщикам почему-то легче дается горизонтальный шов, а вот с вертикальными стыками наблюдаются проблемы. Как варить вертикальный шов электросваркой? По методу рваной дуги – только в таком случае наплавляемый металл будет стекать вниз меньше.
И в завершение темы, как научиться варить электросваркой, скажу несколько слов о потолочном шве, который среди всех прочих вариантов стыков является наиболее проблематичным для начинающих сварщиков. Вся его сложность заключается, опять-таки, в стекании металла вниз. Чтобы этого не происходило, потолочный шов нужно варить быстро и слегка увеличенным током – здесь нужна набивка руки. Вообще рука сварщика – это самое главное, в процессе обучения она как бы затачивается под рукоять держателя электродов. Только постоянная практика дает возможность в совершенстве овладеть этим искусством. Можно даже сказать больше – длительные перерывы в работе сказываются даже на профессионалах. Выражаются они в неуверенном ходе электрода, что чревато некачественным швом. В быту это, конечно, не критично, но если вести разговор о серьезных металлоконструкциях, то здесь уже без твердой руки не обойтись.
Автор статьи Александр Куликов
Как варить вертикальный шов
 Сварка таких швов (наклонных и потолочных) — довольно сложный процесс. Это связано с тем, что даже расплавленный металл подвержен закону всемирного тяготения. Его все время тянет вниз, что и вызывает трудности. Начинающим сварщикам нужно будет потратить много времени, чтобы научиться этому.
Сварка таких швов (наклонных и потолочных) — довольно сложный процесс. Это связано с тем, что даже расплавленный металл подвержен закону всемирного тяготения. Его все время тянет вниз, что и вызывает трудности. Начинающим сварщикам нужно будет потратить много времени, чтобы научиться этому.
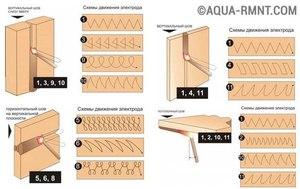
Существует 3 технологии варки вертикального шва:
Треугольник. Применяют при соединении деталей толщиной не больше 2 мм. Сварка происходит снизу вверх. Жидкий металл находится сверху застывающего. Он стекает вниз, тем самым закрывая шовный валик. Стекающий шлак не мешает, т. к. он движется по затвердевшей ванне, которая выходит под определенным углом. Внешне сварная ванна похожа на треугольник
В этом способе важно безошибочно двигать электрод для полного заполнения стыка.
Елочка. Такой вид сварки подойдет для зазоров между заготовками, равными 2−3 мм
По кромке от глубины на себя необходимо электродом расплавить металл на всю толщину заготовки и, не останавливаясь, спустить электрод до зазора. После того как произойдет проплавка, сделать все это по другой кромке. Нужно продолжать от низа до верха сварочного шва. Так получается равномерное расположение расплавленного металла в пространстве зазора. Важно не допустить образования подрезов кромок и подтеков металла.
Лестница. Такой способ применяется при большом зазоре между соединяемыми заготовками и малом притуплении кромок (или его отсутствии вообще). Сварка осуществляется зигзагообразно от одной кромки к другой снизу вверх. Электрод длительное время останавливается на кромках, а переход производится быстро. Валик будет иметь небольшое сечение.
https://youtube.com/watch?v=eNo05v10ToM
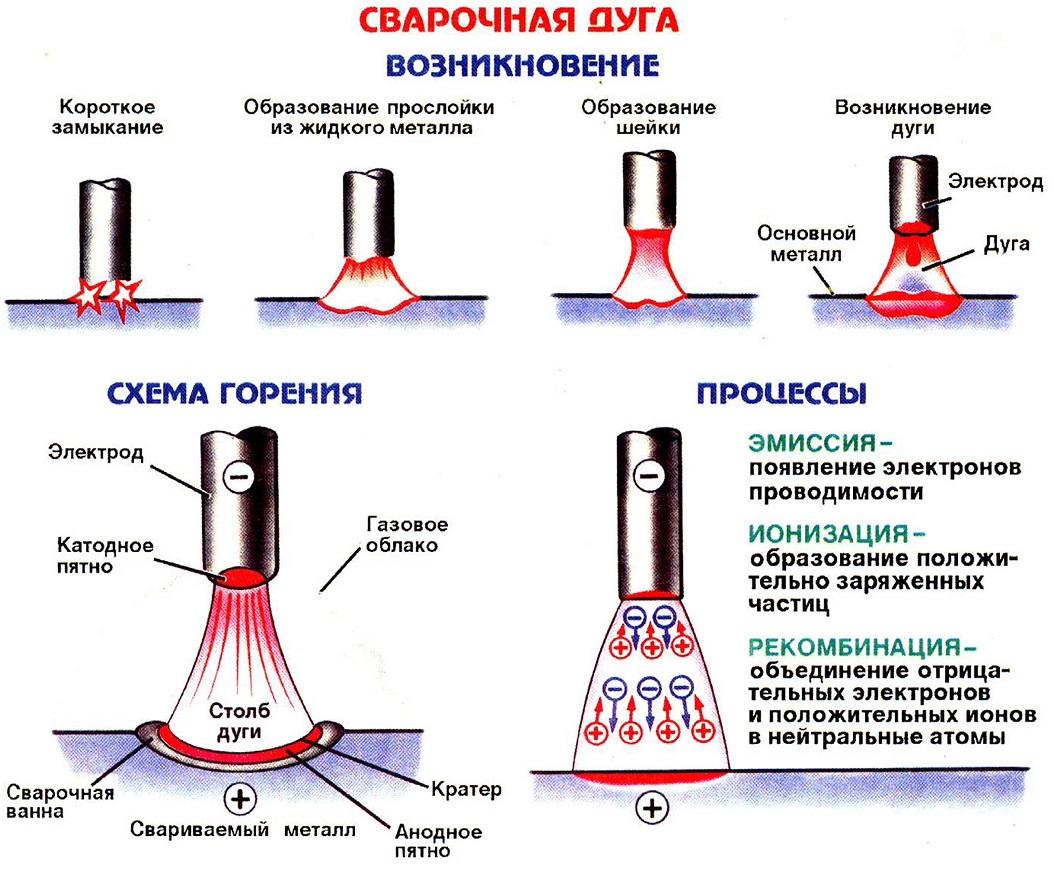
Полярность при сварке
 Расплавление металла в процессе сварки осуществляется под действием тепла дуги. Она образуется между металлом и электродом при их подключении к противоположным клеммам сварочного устройства.
Расплавление металла в процессе сварки осуществляется под действием тепла дуги. Она образуется между металлом и электродом при их подключении к противоположным клеммам сварочного устройства.
Есть 2 варианта выполнения сварочных работ: прямой и обратной полярности.
- В первом случае электрод подключают к минусу, а металл — к плюсу. Осуществляется пониженное введение тепла в металл. Место расплавления узкое и глубокое.
- Во втором случае электрод подключается к плюсу, а металл — к минусу, происходит пониженное введение тепла в изделие. Место расплавления широкое, но не глубокое.
При выборе сварки необходимо учитывать, что элемент сети, подключенный к плюсу, нагревается больше. На прямой полярности варят толстый металл, а на обратной — тонкий.
https://youtube.com/watch?v=GrVBaIZ3ddE
Советы для «чайников»
- не пренебрегать средствами защиты;
- перед выполнением работы стоит потренироваться для предотвращения ошибок;
- сварку нужно выполнять с минимальной рекомендованной величиной силы тока;
- не забывать отбивать шлак;
- для уменьшения деформации изделия нужно закрепить детали в процессе сварки;
- соблюдать инструкции и рекомендации.
Помимо того, что сваркой можно соединять детали, ею можно и разрезать их. Для этого необходимо увеличить силу тока и отрезать деталь или уголки. Только ровно это сделать не получится.
Применяя это руководство, можно постепенно улучшать свои навыки и в дальнейшем без проблем пользоваться инверторной сваркой. Главное в этом деле — практика.
https://youtube.com/watch?v=Gc48nLTwTDg
Подготовительные работы
Сварка электрическим инвертором для начинающих подразумевает некоторую подготовку. Самое простое при этом – обеспечить безопасность сварщика, для чего используется специальная экипировка: перчатки из грубого материала, одежда для работы достаточной плотности (комбинезон или брюки, куртка) и защитная маска со светофильтром.
Смотрим видео, производим подготовительные работы с полуавтоматом:
Обязательно следует подготовить и рабочее место в соответствии с требованиями безопасности, которые включают в себя:
- Удаление из рабочей зоны легковоспламеняющихся веществ и материалов;
- На участке должно быть ведро с песком;
- Следует контролировать степень безопасности агрегата, в частности, следить за его исправностью и качеством изоляции;
- Не рекомендуется сваривать свежеокрашенные элементы.
Для работы необходимо иметь в распоряжении непосредственно сам сварочный инвертор, характеристики которого соответствуют условиям работы. Для начала производится настройка оборудования и выбор электродов. Величина рабочего тока определяется толщиной свариваемых элементов: чем выше этот параметр, тем большей производительностью должен обладать агрегат. Влияет также и род используемого материала.
Обучение сварке
Так как профессия очень востребована, как правильно варить электросваркой — обучают во многих местах.

Есть даже обычные курсы, где буквально за 2−3 месяца вас научат и выдадут сертификат об обучении сварщика. Многие хотят научиться сваривать металл для пользования в быту. Но не знают, как научиться сварке самостоятельно. Обычно такой опыт приобретают где-то у знакомых, при работе на производстве или же просто при возможности просят у других сварщиков хоть какое-то обучение.
В эру технологий и интернета желающие научиться сваривать могут самостоятельно найти информацию или же видеоуроки. Главное, стоит помнить, что в домашних условиях это весьма рискованное занятие и имеет множество опасных факторов. Если вы никогда ранее не занимались этим, то для начала лучше попросить знающего человека поприсутствовать рядом.
https://youtube.com/watch?v=pev_KKWod8E
Аттестация сварщиков
Ранее сертификата или диплома сварщика было достаточно, чтобы попасть на хорошую работу или предприятие. Но сейчас, чтобы производить качественную сварку, требуют дополнительные документы. Один из таких документов называется «НАКС». Расшифровывается как Национальная аттестация контроля сварки. Для этого документа сварщик должен пройти дополнительное обучение и подтвердить свои навыки.
Такой контроль придумали из-за избытка сварщиков, которые обучались самостоятельно. Зачастую курсов сварщика недостаточно для того, чтобы знать, как правильно работать сваркой. Многие специалисты после обучения не знают тонкостей сварки и часто допускают ошибки из-за малого времени практики. Именно из-за таких ситуаций придумали дополнительную аттестацию, которая и покажет ваши навыки.
Есть также и другие документы, которые указывают на профессионализм сварщика и на его опыт. Но такие документы отдельно оплачиваются за обучение, и по истечении срока стребуют его подтверждения.
Техника безопасности
Техника безопасности — очень важная тема для всех сварщиков. Даже при аттестации этой профессии большинство учителей и мастеров смотрят, не как человек справляется со сваркой, а как хорошо он знает технику безопасности. При работе с металлами работник подвергается различным вредным факторам, которые могут не только повредить и поранить человека, но и привести к летальному исходу. Каждый день на производствах люди такой специальности травмируются из-за отсутствия элементарных знаний по технике безопасности.

Инженеры по ТБ при инструктаже предупреждают об основных факторах при работе сваркой:
- Ожог.
- Порез.
- Защемление.
- Электрический ток.
Ожог — один из самых распространенных видов повреждения. Сварка имеет температуру дуги до 6 тыс. градусов. Поэтому обжечься при работе с ней весьма легко. Нужно быть предельно аккуратным и иметь должную спецодежду, чтобы не допустить ожога. А также не стоит забывать, что при сварке деталей металл тоже нагревается и может привести к повреждению. А так как нагретый металл по виду не отличается от холодного, то ожоги случаются часто.
Порезы встречаются реже, чем ожоги. Ведь порез происходит в основном от плохого материала. При резке металла обычно остаются заусенцы, из-за которых можно легко повредить кожу. А также нужно быть осторожным при отбивании шлака. Шлак имеет сколы и острые концы, из-за которых возможно получить порез.
 Защемление — также частое повреждение при работе сварщиком. Ведь весь металл имеет довольно тяжёлый вес, и некоторые детали приходится переворачивать или же переносить с места на место. При неправильном ухвате или использовании можно защемить конечность. Именно поэтому сварщики используют ботинки с железными вставками в носке.
Защемление — также частое повреждение при работе сварщиком. Ведь весь металл имеет довольно тяжёлый вес, и некоторые детали приходится переворачивать или же переносить с места на место. При неправильном ухвате или использовании можно защемить конечность. Именно поэтому сварщики используют ботинки с железными вставками в носке.
И последний важный фактор повреждения — это электрический ток. Как известно, сварщики, прошедшие обучение, получают вторую группу допуска по электрике. Это значит, что кабели заземление и массу они могут настраивать самостоятельно. А вот ремонтировать аппаратуру им уже нельзя, для этого вызываются электрики с более высокой группой допуска.
Весь металл может проводить сварочный ток, поэтому воздействие тока связано с постоянной работой сварщика. Нужно обязательно следить за своим аппаратом и его кабелями
Важно, чтобы все кабели были надежно изолированы и не нагревались в процессе сварки
Какие могут быть ошибки
При проведении сварочных работ своими руками новички могут допускать следующие ошибки:
- неправильно выбран режим работы сварочного аппарата;
- расплав в ванной сформирован не с той структурой, которая требуется;
- сила тока не соответствует металлу или его толщине, в результате чего наблюдаются проплавления или несваренные участки;
- неверно выбрана полярность подключения массового и электродного кабелей;
- сварочный аппарат запитан от нестабильной сети, в результате чего может выйти из строя и потребуется дорогой ремонт;
- сварные швы формируются без прихватов, за счёт чего стыковка элементов конструкции выполняется не в соответствии с требованиями по сборке;
- соединяются детали без зачистки до чистого металла;
- не соблюдены меры пожарной безопасности.
При отсутствии опыта сварочных работ рекомендуется использовать универсальные электроды диаметром 3,2 мм. Они позволяют обучиться азам за счёт отсутствия сложностей при регулировке аппарата, подборе скорости перемещения.
Сварка для начинающих сварщиков! Как я научился варить электросваркой?
Watch this video on YouTube



Наиболее встречающиеся дефекты сварки, характеристика, способы исправления
Трещины. Наиболее опасные встречаемые дефекты при сварке деталей, приводящие к разрушению конструкции.
Подрезы. Подрезы — уменьшение толщины металла в местах перехода «основной металл-сварной шов». Довольно часто встречаемый дефект. Подрезы возникают из-за применения высокого тока либо мощного сварочного аппарата. Устраняют наплавкой тонкого шва.
Наплывы. Наплывы появляются при слишком быстром плавлении металла, когда расплавленный металл вытекает на поверхность основного металла. Этот дефект шва возникает по различным причинам — при малом прогреве основного металла вследствие использования малого тока, по причине присутствия окалины на свариваемых кромках, препятствующей сплавлению, излишнего количества присадочного материала. Наплывы устраняются с помощью срезания и проверяются на наличие непровара.
Прожоги. Прожоги — это такие дефекты, когда образуется отверстие в металле, при этом расплавленный металл вытекает через него. Чтобы исправить необходимо прочистить и заварить.
Непровар. Непровары — это местные участки, где слои шва между до конца не проварились. Непровары значительно понижают прочность шва и могут послужить причиной разрушения конструкции.
Кратеры. Это неровности в виде углубления, возникающих из-за обрыва сварочной дуги. Возникают, как правило, по причине низкой квалификации сварщика, либо небрежного отношения к работе. Кратеры необходимо вырезать до основания и полностью заваривать.
Свищи. Свищи это дефекты в виде образовавшейся полости в металле. Наиболее частый способ исправления — вырезание дефектного участка и полное его заваривание.
Посторонние включения. Включения состоят из разных веществ — шлака, вольфрама, окислов металлов и пр. Шлаковые включения могут образоваться в том случае, если шлак не всплывает на поверхность расплавленного металла. Это может происходить из-за неверного режима сварки (к примеру завышенной скорости), неудовлетворительной очистки свариваемого металла либо предыдущего слоя при многослойной сварке.
Пористость. Пористость — это пустоты, наполненные газами. Возникают из-за сильного газообразования внутри расплавленного металла, но при этом пузырьки продолжают оставаться внутри металла.
Перегрев и пережог металла. Перегрев и пережог развиваются из-за чрезмерно большой скорости тока, либо слишком медленной скорости сварки. Перегрев можно исправить термической обработкой изделия.
Вообще, конечно, технологию сварки изучить просто, т. к. это доступно и понятно, но, чтобы научиться варить правильно и главное надежно, необходимо мастерство, которое приобретается только со временем.
Как правильно пользоваться сваркой
Как научиться сварке? На самом деле это не так сложно. Внимательно прочитайте статью по пользованию сваркой и приступайте к работе. В нашей статье будем рассматривать наиболее распространенную сварку – электродуговую.
Во-первых, необходимо правильно выбрать электроды. Тип и толщина электродов зависит от того, какой металл вы будете варить, какой толщины, какой вид сварки, а также какой мощности сварочное оборудование вы используете. Наиболее применяемые электроды для варки – 3 мм (для силы тока 80-100 А), более тонкие электроды применяются для варки тонких листов металла, для более толстых нужно более мощное сварочное оборудование.
Для безопасности здоровья необходимо находиться в специальной одежде и надевать затемненную маску для защиты глаз. На всякий случай необходимо запастись ведром воды.
В начале работ необходимо убедиться в том, что все провода надежно закреплены и заизолированы, надежность крепления детали также не вызывает никаких нареканий. Убедиться в том, что правильно соблюдена полярность – плюс на электроде, минус на заготовке. Далее нужно выставить выходное напряжение на сварочном аппарате, которое должно соответствовать электроду.
Устанавливаем электрод под углом примерно 30 — 60° (в зависимости от необходимого сварного шва и выставленного тока) и вызываем электрическую дугу. Делается это двумя способами: постукиванием либо чирканьем. Это первый навык, которые приобретается при сварке деталей. Далее медленно ведем электрод по поверхности детали, при этом нужно совершать небольшие колебательные движения, чтобы образовался крепкий шов. Расстояние, образующееся между электродом и деталью не должно превышать 5 мм. Этот навык обязательным образом отрабатывается.
Есть три траектории движения дуги в процессе сваривания деталей:
- поступательное;
- продольное;
- поперечные.
Преимущества электродуговой сварки:
- можно использовать сварку в местах где доступ ограничен из-за широкого выпуска различных электродов возможность варки различных сталей;
- можно достаточно быстро переходить с одного места на другое.
Недостатки электродуговой сварки:
- использование этого вида сварки достаточно вредно для здоровья;
- показатели производительности и КПД достаточно низки;
- качество выполняемых деталей зависит от квалификации сварщика.
Виды сварки
Благодаря открытиям наших предков, сейчас мы можем встретить более 10 видов сварочных соединений, различные по отношению друг к другу, но все равно незаменимые в своих предназначениях.
Несмотря на большой выбор, основными выделяют только некоторые виды сварочных работ.
- Ручная дуговая
- Полуавтоматическая
- Автоматическая
- Газовая
Ручная дуговая сварка — самый распространенный способ. Не потому, что он самый лучший или легкий вид, а потому что его просто эксплуатировать. К примеру, при сварке в домашних условиях будет гораздо проще использовать именно этот вид, нежели брать газ или полуавтомат. Конечно, если сварщик знает, как правильно делать сварку, то он может использовать и другие виды, но это будет неудобно и затратно.
 Полуавтоматическое соединение сильно отличается от предыдущей. Если при ручной дуговой мы используем электроды разных марок, то при полуавтоматической — катушки проволоки. Это далеко не последнее различие между видами сварки. Так, на полуавтомате чаще всего устанавливается баллон с углекислым газом. Он нужен для того, чтобы сварочный шов не портился из-за воздействия окружающей среды.
Полуавтоматическое соединение сильно отличается от предыдущей. Если при ручной дуговой мы используем электроды разных марок, то при полуавтоматической — катушки проволоки. Это далеко не последнее различие между видами сварки. Так, на полуавтомате чаще всего устанавливается баллон с углекислым газом. Он нужен для того, чтобы сварочный шов не портился из-за воздействия окружающей среды.
Третий вид используется редко. Он подходит для крупного производства. К примеру, это могут быть различные заводы и предприятия. Такая сварка управляется автоматически и настраивается дистанционно на компьютере. Обычно ею варят огромные площади непрерывного вертикального шва.
А вот газ используют так же часто, как и ручную сварку с полуавтоматом. Любой металл, который имеет температуру плавления ниже, чем железо, зачастую будет свариваться именно газом. В таком виде сваривания деталей используют аргон, ацетилен и реже пропан. Те люди, которые знают, как варить сваркой, очень ценятся на рынке труда.