Как варить полуавтоматом без газа
Содержание:
- Физико-химические свойства
- Оборудование для полуавтоматической сварки
- Сварка полуавтомат принцип действия и основные характеристики
- Особенности и преимущества омедненной сварочной проволоки.
- Преимущества сварочного инвертора
- Способы сварки полуавтоматом
- Пошаговая инструкция по установке сварочной проволоки
- Продолжительность включения
- На что обратить внимание при выборе сварочной поволоки с покрытием из меди.
- Процесс полуавтоматической сварки своими руками
- Сущность процесса сварки в углекислом газе
Физико-химические свойства
Свойства каждой марки определяются ее составом. Конечное же, из-за большого разнообразия вариантов для каждого вида металла более рационально рассматривать конкретные варианты, но здесь можно отметить общие тенденции. Большое количество легирующих элементов повышает коррозионную стойкость. Металл становится более пластичным и лучше переносит деформации. Многие из них убирают хрупкость, которую привносит углерод, поэтому, его содержание не должно превышать 0,03%. Это также влияет на ударную вязкость шва, благодаря чему соединение становится более крепким и надежным.
 Присадочная проволока для газосварки
Присадочная проволока для газосварки
Проволока для наплавки в среде защитных газов способна уменьшать теплопроводность основного металла, чтобы нейтрализовать негативный эффект от длительного температурного воздействия, которое часто приводит к изменению структуры. Одно из главных физических свойств, температура плавления, у каждой марки приближено к тому значению, которое имеет основной металл, но находится оно несколько ниже. Это сделано, чтобы отремонтированное место смогло выдерживать те же нагрузки, что и до ремонта
Технические характеристики популярных марок
|
Марка |
Характеристики |
|
Св-04Х19Н11М3 |
Стойкая к коррозии. Хорошо подходит для полуавтоматической и автоматической сварки. Используется для сваривания нержавеющих сталей, в состав которых входит хром — 19%, никель — 11% и молибдена — 3%. Для сварки требуется защитный газ |
|
Св-06Х19Н9Т |
Материал стойкий к коррозии. Хорошо подходит для полуавтоматической и автоматической сварки. Используется для сваривания нержавеющих сталей 19-9. Для сварки требуется защитный газ |
|
Св-07Х25Н13 |
Стойкая к коррозии Хорошо подходит для полуавтоматической и автоматической сварки. Используется для сваривания нержавеющих сталей с содержанием никеля и хрома. Для сварки требуется защитный газ |
|
Св-08Х20Н9Г7Т |
Стойкая к коррозии. Хорошо подходит для полуавтоматической и автоматической сварки. Используется для сваривания аустелитных сталей. Для сварки требуется защитный газ |
|
Св-10Х16Н25АМ6 |
Стойкая к коррозии. Хорошо подходит для полуавтоматической и автоматической сварки. Используется для сваривания нержавеющих сталей. Для сварки требуется защитный газ |
|
ПП-АНЧ-1 |
Применяется без подогрева. Твердость до 300 НВ. |
|
ПП-АНЧ-2 |
Применяется с подогревом до температуры 350 градусов Цельсия. Твердость до 190 НВ. |
|
ПП-АНЧ-3 |
Применяется с подогревом до температуры 600 градусов Цельсия. Твердость до 210 НВ. |
Особенности выбора
Если вам требуется сварочная проволока для ацетиленовой сварки, то в первую очередь нужно обращать внимание на то, каким составом она обладает. Он должен быть максимально близок к основному свариваемому металлу
Далее нужно обратить внимание на величину диаметра. Разнообразие размеров составляет от 0,8 до 6 мм с шагом от 0,2 до 1 мм
Толщина проволоки подбирается немного меньшей, чем толщина основного металла, чтобы не перепалить его. Для лучшего расплавления используется флюс, если дело обстоит с тугоплавкими металлами. Стоит отметить, что сварочная проволока для газовой сварки ацетиленом может использоваться и а аргоновой среде. Но та, которая должна использоваться для аргона, может показать более низкие параметры при работе с ацетиленом, так как он обеспечивает не столь высокий уровень защиты.
Оборудование для полуавтоматической сварки
Сварочная установка обычно состоит из набора оборудования, который составляют аппарат для полуавтоматической сварки, источник для питания дуги и приспособление, предназначенное для передвижения заготовки либо оборудования. Последний включает подающие ролики, электрический мотор и коробку переключения скоростей. Подающее сварочную проволоку устройство бывает трех вариантов: толкающего, универсального тянуще-толкающего и тянущего.

Сварочная проволока для полуавтоматической сварки подается по внутренней полости специального шланга. Он, помимо этой резиновой оболочки, имеет еще проволочную спираль в особой оплетке. Устройство гибкого шланга позволяет раздельную подачу сварочных токов, защитного газа и охлаждающей воды. Для них и цепи управления внутри шланге предусмотрены отдельные провода. С учетом типа подающего устройства протяженность гибкого шланга варьируется в пределах 3,5 м. Большая длина нецелесообразна из-за возникающей неравномерности в подаче сварочной проволоки на свариваемый участок.

Главной при работе частью такого сварочного аппарата служит горелка для полуавтоматической сварки. При ее участии в зону проведения соединения подаются сварочная проволока с флюсами и защитные газы. Рукоятка горелки снабжена кнопкой пуска подающего устройства проволоки. Как правило, с ее же помощью открывается газовый клапан.
В ходе производства ручной полуавтоматической сварки важное место занимает вылет электродной проволоки. Под ним подразумевается промежуток от детали до точки подвода электротока
Если он больше, чем нужно, появляется эффект разбрызгивания металла, что нарушает сварочный процесс. В противном случае, если вылет проволоки слишком мал, может начать подгорать наконечник горелки. Постоянство вылета сварочной проволоки для надежной работы оборудования для полуавтоматической сварки обеспечивается специальными сапожками, которых с учетом формы наконечника может быть один (для изогнутого) или два (для прямого).

Сварочная установка при полуавтоматической сварке в защитном газе дополнительно оснащается комплектом газового оборудования. Оно обычно состоит из баллонов с используемыми газами, подогревателя, отсекателя, осушителя, смесителя газов, а также редукторов для их дозирования. Все газы находятся в баллонах с высоким давлением в сжатом состоянии. Не касается это только углекислого газа для полуавтоматической дуговой сварки, поставляемого в виде кислоты в жидком состоянии, заполняющей баллон. Осушитель газа необходим для устранения влажности углекислого газа. С этой целью в нем содержатся осушающие вещества: медный купорос либо силикагель. Кнопка пуска аппарата служит также управлением отсекателем газа. Технологией полуавтоматической сварки предусмотрена подача газа в таком режиме, чтобы обеспечивать защитную газовую среду до зажигания дуги с сохранением ее до окончательного остывания металла еще какое-то время после погашения пламени.
Сварка полуавтомат принцип действия и основные характеристики
- Подробности
- Опубликовано 14.10.2014 06:45
- Просмотров: 1808
Полуавтоматическое оборудование для сварки активно используется в самых разных областях современной промышленности.
Машиностроение и нефтегазовая отрасль, металлообработка и ремонтные работы, сварка трубопроводов и создание резервуаров для хранения жидкости и газа – спектр применения сварочных полуавтоматов невероятно широк и разнообразен. Популярность этого оборудования объясняется вполне объективными причинами: сварка полуавтомат отличается повышенным удобством в эксплуатации и позволяет выполнять сварочные работы на довольно высоком качественном уровне. К тому же, данный аппарат обладает хорошей производительностью, практичностью и функциональностью. При использовании соответствующих комплектующих, с помощью полуавтомата можно осуществлять сварку самых разных металлов – от алюминия, до высоколегированной нержавеющей стали.
Принцип действия оборудования прост: во время сварки, в зону горения дуги с помощью специальных направляющих приспособлений (ролики, приёмное устройство) подаётся сварочная проволока. Полуавтомат имеет электронный блок управления и, в зависимости от модификации, может обладать определённым количеством настроек. У электросварщика есть возможность изменить скорость подачи проволоки, отрегулировать силу тока и так далее. Профессиональное осуществление настроек позволяет достичь оптимального качества сварочных работ.
Сварка полуавтомат: основные виды
В зависимости от назначения, различают несколько видов полуавтоматического оборудования:
1) Аппарат, в котором используется специальная самозащитная проволока — порошковая. Удобен, мобилен, обладает высокой производительностью. В качестве источника питания используется выпрямитель или трансформатор.
2) Устройство, предназначенное для работы в среде защитного газа. Имеет более широкий диапазон регулировок, в качестве источника питания применяют инвертор, трансформатор. Как правило, подобное оборудование используется в промышленных цехах.
3) Универсальные инверторы-полуавтоматы для различных методов сварки – отличаются многофункциональностью и способностью эффективно действовать в различных условиях.
4) Модификации, обладающие функцией работы в непрерывном режиме. Применяются для осуществления сварки протяжённых швов листового металла.
Особенности и преимущества омедненной сварочной проволоки.
От других видов проволоки, применяемых для сварки, этот тип отличается наличием специального покрытия из медных сплавов. Его толщина составляет 6 мкм, а основная задача – гарантировать максимальный контакт со свариваемым изделием в процессе сварки.
Диаметр самой проволоки при этом может быть различным и зависит от конкретных требований к изделию и особенностей свариваемых деталей. Самой востребованной на рынке является проволока с диаметром от 0,8 до 1,6 мм.

Медное покрытие не только упрощает сам процесс сварки стального изделия, но и придает сварочному шву дополнительные технические характеристики. Шов приобретает способность легко переносить механические нагрузки (удары), не разрушается от высокотемпературного воздействия и резкого перепада температур, а также имеет высокое сопротивление на разрыв.
Самое главное требование, которому должна отвечать качественная медная сварочная проволока – равномерность покрытия. Только эта характеристика позволяет в полной мере гарантировать стабильность ее подачи в процессе сварки на самых разных, в том числе и максимально мощных, режимах работы сварочного оборудования.
Еще одна особенность, которой обладает омедненная сварочная проволока, а также медные электроды для сварки – малое количество брызг, производимых в процессе работы. Это позволяет более экономично тратить расходные материалы (в некоторых случаях экономия может доходить до 40%) и одновременно с этим получать сварной шов более высокого качества, не имеющий неровностей, наплывов металла, непроваренных мест и других недостатков.
И наконец, нельзя не упомянуть о том, что сварочная проволока с идеально ровным покрытием позволяет повысить скорость подачи расходного материала в процессе сварки, что приводит к повышению производительности работы сварщика. Этому способствует и особая порядная технология плотной намотки проволоки на катушку – на всем своем протяжении она не имеет перехлестов или других дефектов намотки, способных осложнить процесс ее подачи к месту сварки.
Преимущества сварочного инвертора
- Устройство сварочного полуавтомата инверторного типа, а также обыкновенного аппарата позволяет уменьшить размеры корпуса оборудования, так как все комплектующие оказываются более компактными;
- За счет снижения габаритов корпуса, снижается и общий вес, который в современных моделях может достигать всего 3-4 кг;
- Оборудование не сильно чувствительно к перепадам напряжения, так как встроенная электроника помогает поддерживать стабильность горения дуги и подстраиваться под скачки электричества в сети;
- Стабильное горение дуги не позволяет металлу сильно разбрызгиваться;
- Устройство сварочного инвертора позволяет дополнять технику дополнительными функциями, которые были недоступны и которые помогают улучшить качество сварного шва;
- Техника может работать от обыкновенной бытовой сети, так что здесь не требуется подключение к трехфазной сети;
- Затраты электроэнергии на работу инвертора значительно меньше, чем при работе трансформатором.
Способы сварки полуавтоматом
Различные сплавы варятся на разных режимах с использованием разных технологий. Это касается особенностей подготовки самих деталей: предварительного подогрева, необходимости травления, использования флюсов. В ряде случаев применяются специальные марки сварочной проволоки: для наплавки с получением износостойкого покрытия, соединения деталей из легированных сплавов, чугуна, конструкционных материалов.
Марки сварочной проволоки:
- Св-08Г2С – универсальная омеднённая. Состав – легированная сталь. Предназначена для работы с низкоуглеродистыми сталями, некоторыми марками чугунов. Диаметры: 0,8, 1, 1,2, 1,6 мм. Масса катушек: 5, 15, 18 кг. Тип: пластиковые катушки или круглые каркасные блоки;
- ESAB OK Aristorod 12.50 – проволока с покрытием ASC (с улучшенными характеристиками). Для защиты зоны сварки следует использовать чистый углекислый газ или аргоновые смеси (80% Ar / 20% CO2). Применяется для сварки особо ответственных конструкций – мостов, нагруженных ферм, крановых несущих балок;
- ESAB ОК ПРО 71 – порошковая рутиловая проволока. Для сварки углеродистых, низколегированных сталей, включая сплавы, используемых в судостроении;
- Св.-АМг5, MIG 5356 (ALMg5) – для сварки алюминия. Диаметр 0,8 мм, вес катушек 2 кг.
 Примерная стоимость проволоки ESAB ОК ПРО 71 на Яндекс.маркет
Примерная стоимость проволоки ESAB ОК ПРО 71 на Яндекс.маркет
Для работы могут использоваться различные флюсы. Их применение обусловлено необходимостью обеспечить дополнительную защиту сварочной ванны или для формирования швов с определёнными характеристиками. Шлаковую корку, которая образуется при использовании порошковой проволоки и флюсов, отбивают после остывания детали.
Сварка полуавтоматом в среде защитного газа
При работе с обычными углеродистыми сталями к аппарату подключают углекислый газ. А во время сварки нержавейки или алюминия – аргон, гелий или их смеси с СО2.
Оборудование, используемое для работы, отличается от инверторов, применяемых при сварке покрытым электродом. На передней панели, кроме регулировки величины сварочного тока, есть колёсико для изменения скорости подачи проволоки. Выбор параметров зависит от толщины свариваемых материалов и их марки.
 Примерная стоимость полуавтоматических аппаратов для сварки на Яндекс.маркет
Примерная стоимость полуавтоматических аппаратов для сварки на Яндекс.маркет
На профессиональных аппаратах есть возможность настройки индуктивности. Параметр влияет на «мягкость» дуги, степень проплавляемости кромок, величину брызг. Подбирается индивидуально в зависимости от материала и остальных настроек.
Подачу газа регулируют в диапазоне 1-1,5 кг/см по показаниям манометра редуктора. Смесь должна слегка обдувать сварочную ванну. Избыток газа ведёт к нарушению процесса (расплавленный металл выдувается из зоны сварки), недостаток – к появлению пор в швах.
Сварка полуавтоматом под флюсом
Флюсы используют либо для усиления защиты зоны сварки (совместно с газами), либо для замены газовой защиты. Ряд сплавов допускается варить только с флюсами.
Технология немного отличается от методов работы без флюса. Этапы:
- Подготовка кромок, удаление грязи и ржавчины с поверхности.
- При необходимости – обезжиривание деталей ацетоном.
- Нанесение флюса на подготовленную поверхность.
- Сварочные работы. Настройки аппарата зависят от материалов.
- Удаление шлаковой корки со шва. Осмотр качества соединения.
При работе с низколегированными сталями применяют составы с высоким содержанием соединений кремния (Si, Mn), а для соединения легированных – с малым количеством кремния, но с кальцием, магнием и фтором.
Пошаговая инструкция по установке сварочной проволоки
Если у вас закончилась проволока, прежде чем установить новую кассету необходимо извлечь старую проволоку. Производители загибают конец проволоки чтобы по окончанию кассеты край проволоки остался возле роликов, чтобы его можно было легко извлечь из канала. Вам следует вытянуть остаток старо сварочной проволоки.
Установка новой кассеты

Фото 1. Но новой кассете следует откусить изогнутый край
После снятия старой кассеты, можно устанавливать новую. На большинстве подающих механизмов есть специальный паз, а на кассете отверстие, которым вы должны попасть на паз. После этого освободите край сварочной проволоки, придерживая его, чтобы проволока не размоталась под собственным напряжением подобно пружине. Изогнутый край проволоки следует откусить, другой рукой придерживая край проволоки. (На фото 1 второй рукой проволоку не придерживают, но это потому что она занята камерой).
Установка проволоки в канал
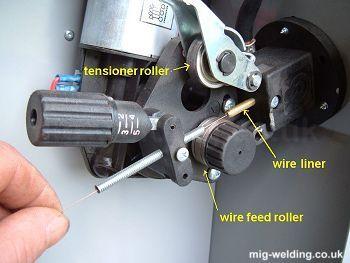
Фото. Протягиваем проволоку сквозь ролики в канал
Теперь когда у вас в руках ровный конец сварочной проволоки, вам следует протянуть проволоку через ролики и вставить ее в канал на выходе роликов. На самих роликах, в зависимости от конструкции может быть канавка для проволоки. Если на роликах есть загрязнения, ржавчина или масло, следует их очистить. Протягиваем проволоку и немного проталкиваем ее в канал, после чего прижимаем проволоку прижимным роликом. Не стоит прижимать проволоку слишком сильно, иначе поддающему механизму будет тяжело проталкивать проволоку.
Протягиваем проволоку до выхода из горелки

Фото 3. Снятое сопло и наконечник
После того как мы зажали проволоку прижимным роликом нужно протянуть конец проволоки до выхода из горелки. Для этого на подающем механизме производители выводят кнопку подачи, при нажатии на которую включается мотор подающего механизма и проволока начинает продвигаться, а защитный газ не подается. Чтобы проволока двигалась быстрее установите максимальную скорость подачи проволоки. Следите за тем чтобы рукав горелки был не скручен, разровняйте его в противном случае. Если проволока не проходит, подающий механизм пробуксовывает, покрутите горелку и попробуйте снова. Лучше если во время замены проволоки вы снимете сопло и контактный наконечник с горелки. Последний может препятствовать продвижению проволоки на выходе из горелки.
Установка натяжения катушки

Фото 4. Зажимаем кассету максимально легко, но препятствуем свободному вращению
Будьте внимательны, после длительного перерыва в работе проволока может покрываться ржавчиной. Если вы будете использовать грязную проволоку, она будет забивать канал и ролики. В таком случае нужно отмотать слой проволоки пока появиться не поврежденная ее часть. Не лишним будет соблюдение правил хранения проволоки — в сухом и теплом месте.
В заключение предлагаю посмотреть наглядное видео автор которого заменяет сварочную проволоку на своем полуавтомате.
Продолжительность включения
Полуавтомат для сварки не может работать постоянно. Принято считать, что полый цикл длится 10 минут. В инструкции к аппарату должно быть указано, как долго он может работать и как долго остывать. Продолжительность дается в процентах. ПВ 20%/200A означает, что при силе тока в 200А сама сварка занимает 2 минуты, остывание — 8 минут.
Бытовые агрегаты работают на 20-30% ПВ, профессиональные имеют ПВ не меньше 60%. Разница достигается за счет силы тока: чем меньше, тем дольше работа без остановок. Как эти цифры проявляются в цене объяснять не нужно, но стоит заметить, что для небольших работ необходимости в ПВ больше 40% нет.
На что обратить внимание при выборе сварочной поволоки с покрытием из меди.
При покупке сварочной проволоки или электродов многие обращают внимание на стоимость изделия. В принципе, такой подход можно назвать правильным, если исходить из того, что выбирается цена на уровне средней, а не самой меньшей за проволоку данного диаметра и типа фасовки
Конечно, у разных производителей стоимость продукции с одинаковыми параметрами может варьироваться, но незначительно. Большое отступление от средней цены в меньшую сторону может обозначать только одно – в процессе производства была как-то упрощена общепринятая технология изготовления изделия, а это приводит к тому, что проволока не обладает теми свойствами, ради которых ее и покупают.
Например, 1 кг омедненной проволоки диаметром 0,8 мм (самой распространенной для бытового использования) в среднем стоит 115 рублей. Если же вы видите перед собой изделие такого диаметра, цена которого намного отличается от этого показателя, то от его приобретения лучше отказаться.
Также при покупке проволоки следует обратить внимание на ее качество. Самым простым вариантом будет попросить у продавца прилагаемую к изделию техническую документацию, среди которой обязательно должен быть сертификат качества с указанием, что проволока изготовлена согласно ГОСТ 2246-70
Кроме того, качество предлагаемой продукции можно определить и при визуальном осмотре.
Если вы покупаете проволоку, намотанную на катушку, то убедитесь, что намотка произведена ровно и плотно – в противном случае проволока может в процессе сварки разматываться чересчур быстро или, наоборот, медленно. На катушке не должно быть никаких разрывов – это требование заложено в ГОСТ.
Обратите внимание на внешний вид проволоки – она должна быть не только идеально ровной с неповрежденным покрытием, но и абсолютно чистой, без следов смазки, окисла и вообще любых загрязнений. Если вы видите на проволоке что-либо подобное, то от ее покупки следует отказаться – она просто непригодна для проведения сварочных работ
И еще один нюанс: качество и характеристики проволоки зависят от того, в каких условиях она хранится. Поэтому лучше всего покупать этот расходный материал не в ларьках на рынке (пусть даже строительном), а в специализированных магазинах, где на складе созданы подходящие температурно-влажностные условия, гарантирующие сохранность заявленных свойств проволоки.
Неплохо будет обратить внимание и на то, в каких условиях она хранится у вас до использования. Учтите, что повышенная влажность воздуха может негативно сказаться на свойствах расходного материала
А при использовании проволоки, находящейся в течение длительного времени во влажной атмосфере, потребуется более высокая мощность сварочного оборудования.
Процесс полуавтоматической сварки своими руками
Здесь вы можете узнать как варить полуавтоматом самостоятельно. Сам алгоритм подобной сварки требует наличия опыта и усиленного контроля. В ином случае, сварка порошковой проволокой будет выполнена некачественно. Необходимо правильно настроить оборудование, для этого выполняется определенная последовательность действий:
- Подберите необходимую величину сварочного тока в зависимости от толщины свариваемого металла. Все современные аппараты имеют данные таблицы на корпусе.
- Производите сварку током обратной полярности.
- Выберите оптимальную скорость подачи сварочной проволоки. Регулировка производится сменными шестернями, поставляемыми в комплекте. Стоит отметить, что сила прижима должна быть достаточной, чтобы проволока не проскальзывала и не слишком сильной, для предотвращения ее повреждения.
- Начинайте сварку с пробного образца. Необходимо попробовать сварить небольшой кусок металла для подбора требуемого режима работы. Если все настройки выполнены верно, то сварная дуга должна быть стабильной, количество флюса выдается согласно норме.
- Переключатель для подачи сварной проволоки передвигается в указанное положение «вперед», а далее воронку нужно заполнить флюсовым порошком. Держатель ставится так, чтобы наконечник полностью оказался в сварочной зоне. Заслонка флюсовой воронки включается, зажимается кнопка «Пуск». В то же время с этим нужно чиркнуть по свариваемой зоне, чтобы дуга могла загореться.
- Далее начинается собственно процесс сварки. Кончик ведется плавно, не медленно, но и не слишком быстро, нужно всегда наблюдать за положением и наклоном сварочного аппарата.
В заключении хочется отметить, что полуавтоматическая сварка флюсовой проволокой в домашних условиях возможна, но нужно взвесить все за и против в пользу данного метода. Любому начинающему сварщику не рекомендуется пытаться пользоваться полуавтоматической сваркой под флюсом лишь из за одного единственного момента – дороговизны.
Подробнее об этом виде полуавтоматической сварки вы можете узнать , посмотрев данное видео
Сущность процесса сварки в углекислом газе
Сущность сварки заключаются в следующем. Поступающий для защиты зоны сварки
углекислый газ под воздействием высокой температуры дуги распадается на угарный
газ и кислород. Процесс распада происходит по реакции:
2CO2 = 2CO + O2
В результате реакции в зоне сварки образуется смесь из трёх газов: углекислый
газ (СО2), угарный газ (СО) и кислород (О2). Поток этих газов не только защищает
зону сварки от вредного воздействия атмосферного воздуха, но и активно взаимодействует
с железом и углеродом, находящимися в составе стали по реакциям:
Fe + CO2 = FeO + CO
2Fe + 2CO2 = 2FeO
2C + 2CO2 = 4CO
2C + 2O2 = 2CO2
Нейтрализовать окислительное действие углекислого газа можно путём введения
в сварочную проволоку избыточного кремния и марганца. Кремний и марганец химически
более активны, чем железо, поэтому, вначале окисляются они по реакциям:
Mn + CO2 = MnO + CO
Si + 2CO2 = SiO2 + 2CO
2Mn + O2 = 2MnO
Si + O2 = SiO2
Пока в зоне сварки присутствуют в свободном состоянии более активные кремний
и марганец, окисления железа и углерода не происходит.
Хорошее качество сварных соединений при сварке
углеродистых сталей обеспечивается при соотношении количества марганца к
кремнию в соотношении: Mn/Si=1,5…2. Формирующиеся в процессе сварки оксиды кремния
и марганца не растворяются в сварочной ванне, а реагируют друг другом, образуя
легкоплавкое соединение, которое в виде шлака быстро выводится на поверхность
жидкого металла.